Photography by THE AUTHOR
Photography by THE AUTHORe are probably living in a time like no other before this. Never have there been more parts, services, and expertise available to help with Mopar restorations than there are today. Even if you start with nothing but a basic shell, even the most decrepit E-body can be restored to showroom-new quality. Unless your car has been completely mangled (and sometimes even then, if you know the right shop), most of the sheetmetal you need is available from sources like Auto Metal Direct (AMD).
Fortunately, collision damage isn’t the biggest problem. Rust is. And it’s always worse than it appears. Only after the car is chemically stripped can a proper assessment be made of the metal panels needed.
Perhaps the most common issue shops like Muscle Car Restorations (MCR) encounters with hard-to-find parts is limited production options that are specific to certain panels. The most common case is with convertibles. Removing the entire top from the car means some parts will simply need to be different.
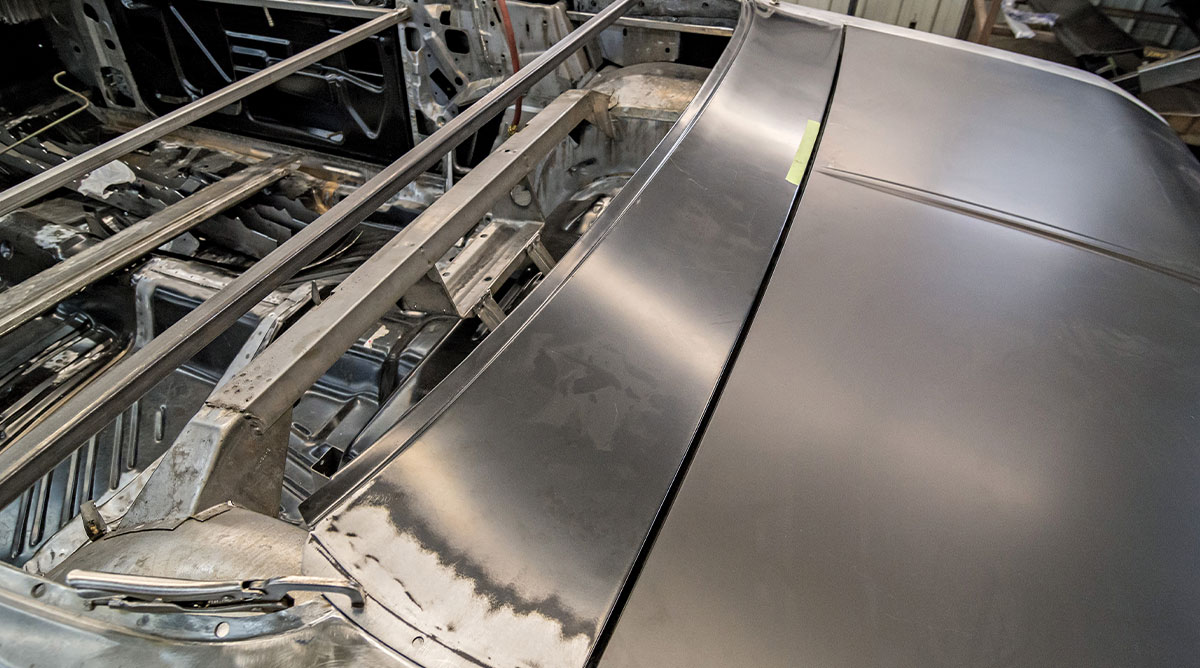
One of the more noticeable differences on E-body convertibles is the flat-topped wheelwells, which make room for the top when it’s down. Another difference is the filler panel in front of the trunk lid. On 1971 Challenger convertibles, this panel is narrower than the standard hardtop version. It’s one of the few parts AMD doesn’t produce for these cars, mainly due to low demand. It seems like AMD keeps expanding their catalog, so maybe one day soon this part will be available. For now, MCR will have to modify a hardtop version, which is relatively easy with common fabrication tools.