


n this article, we’ll look further at the great work being done by Troy Gudgel and his company BBT Fabrications for their customer Eugene Bothello. The intention is to keep the character of an original 1959 Chevrolet but add a host of contemporary touches and ensure the fit and finish are brought to the finest level possible.
They started with a decent-looking car, but after stripping everything down to the bare metal, they decided to replace all the lower portions of the quarter-panels due to some previous substandard work. Sections of the decklid and tailfins had to be replaced, too. The original leading on the rear seams was removed, and the joints were re-leaded to achieve perfect contours.
A new rear bumper was made from scratch, and a rolled pan was added. The bumper was tucked snugly into recesses formed in the body panels, and some detail work was added in the rear, including uniquely shaped exhaust ports and a tasteful billet aluminum valence panel.
The taillight bezels were completely remade. Although the shape looks stock, a lot of effort went into making all the edges crisper and more uniform. New custom taillight lenses were also made.
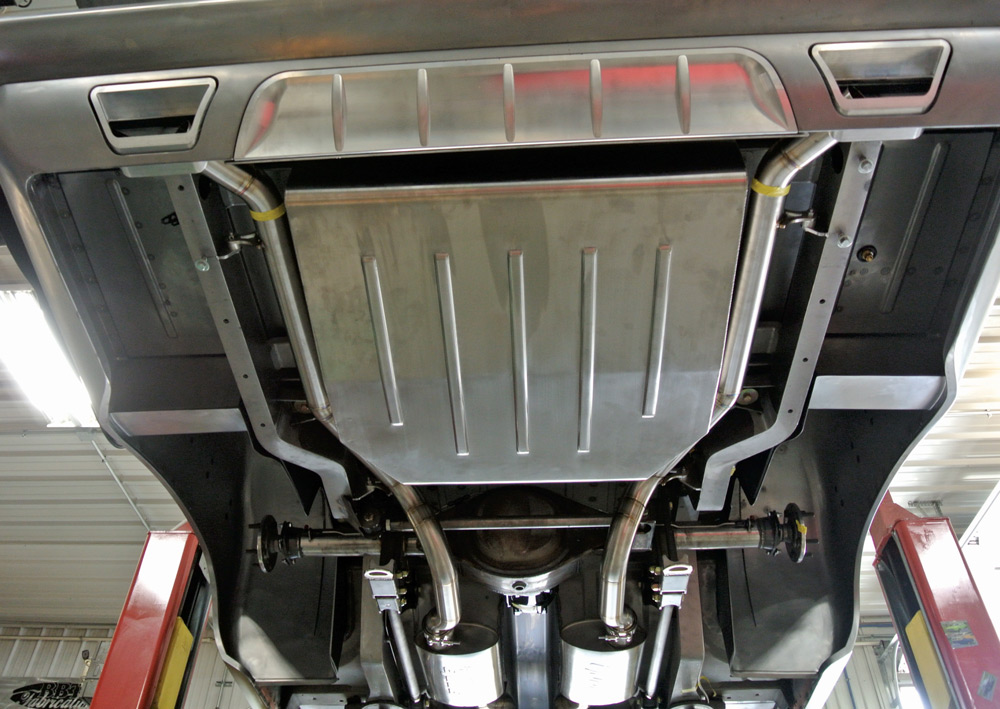
A new fuel tank was made from stainless steel with a ribbed pattern that matches the floors, which we looked at in the last article. This tank is attached to the chassis with special crossmembers, which attach to the top side of the chassis, so it presents a seamless appearance when viewed from below. The custom filler neck is hidden behind the hinged license plate.
It is a delight to see work of this caliber being done on such a large, voluptuous car. You will see more articles that showcase the complexity of this top-level project.























 SOURCE
SOURCE