Modern Rodding TECH
InTheGarageMedia.com

 Photography by Adam Banks
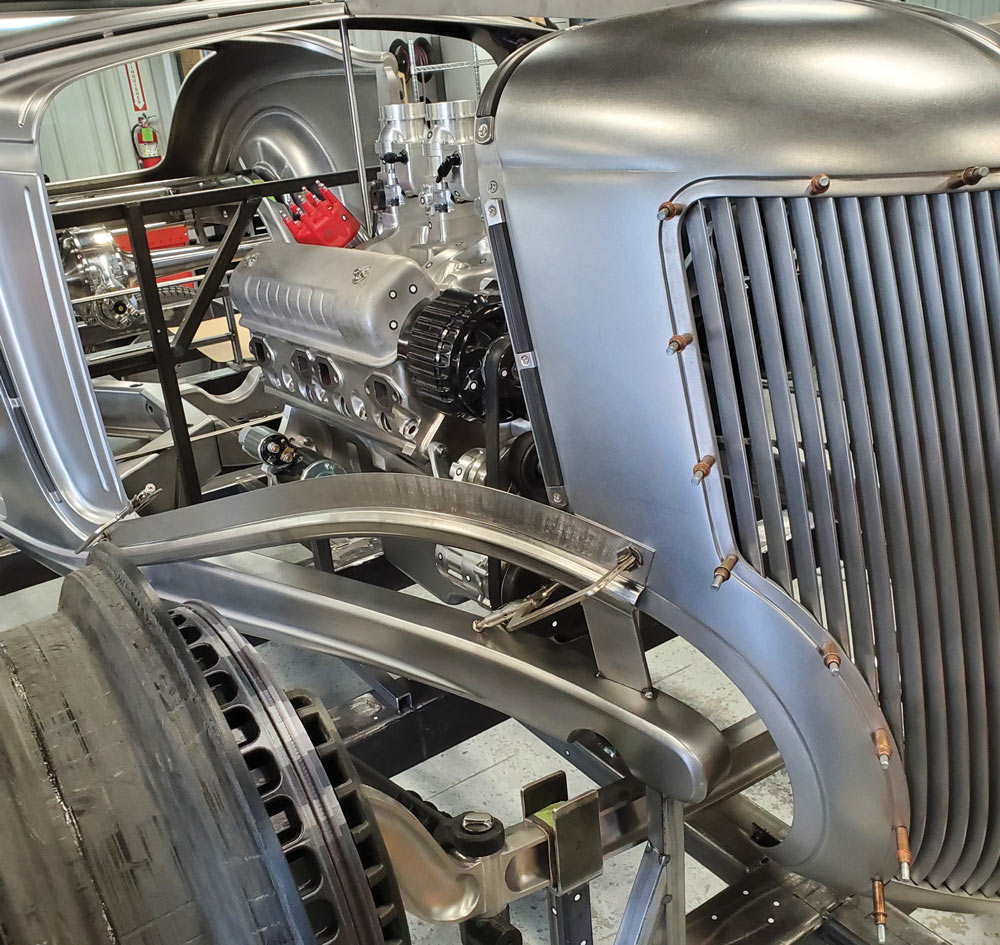
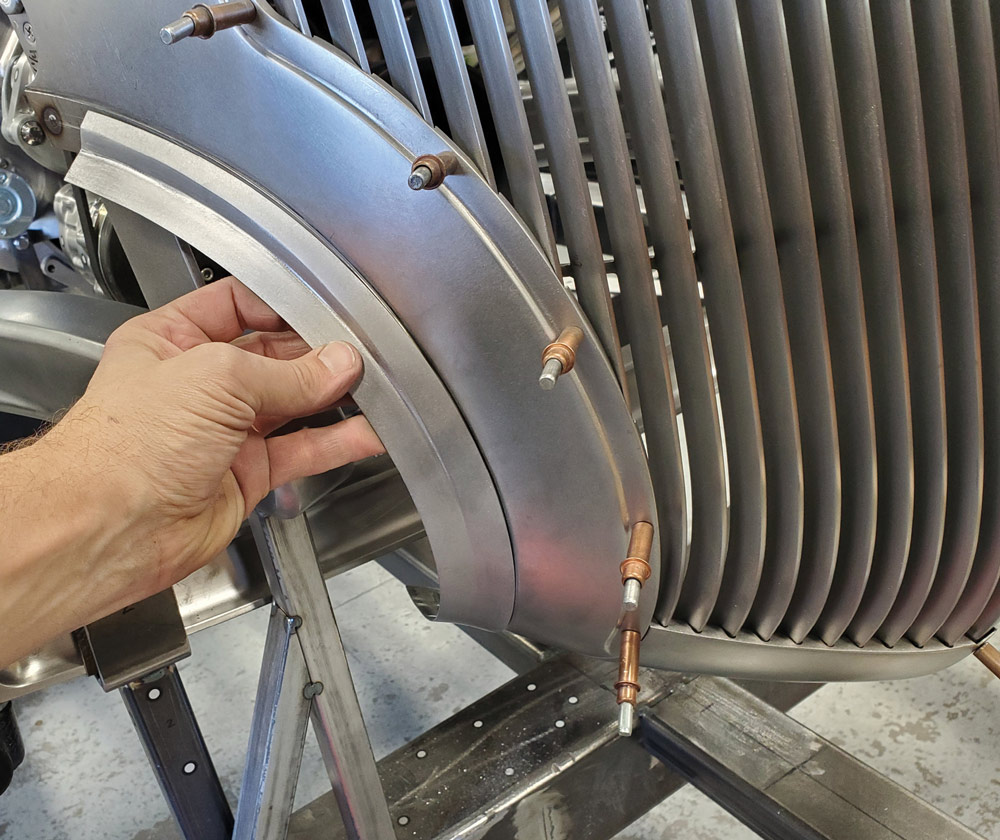
Photography by Adam Banksn past issues, we covered much of the metal fabrication done by the Rad Rides by Troy crew on the Ross Myers fenderless ’36 Ford roadster. This time, we’ll take a deep dive into the apron panels that fit under the lower hood panels and the construction of the doors.
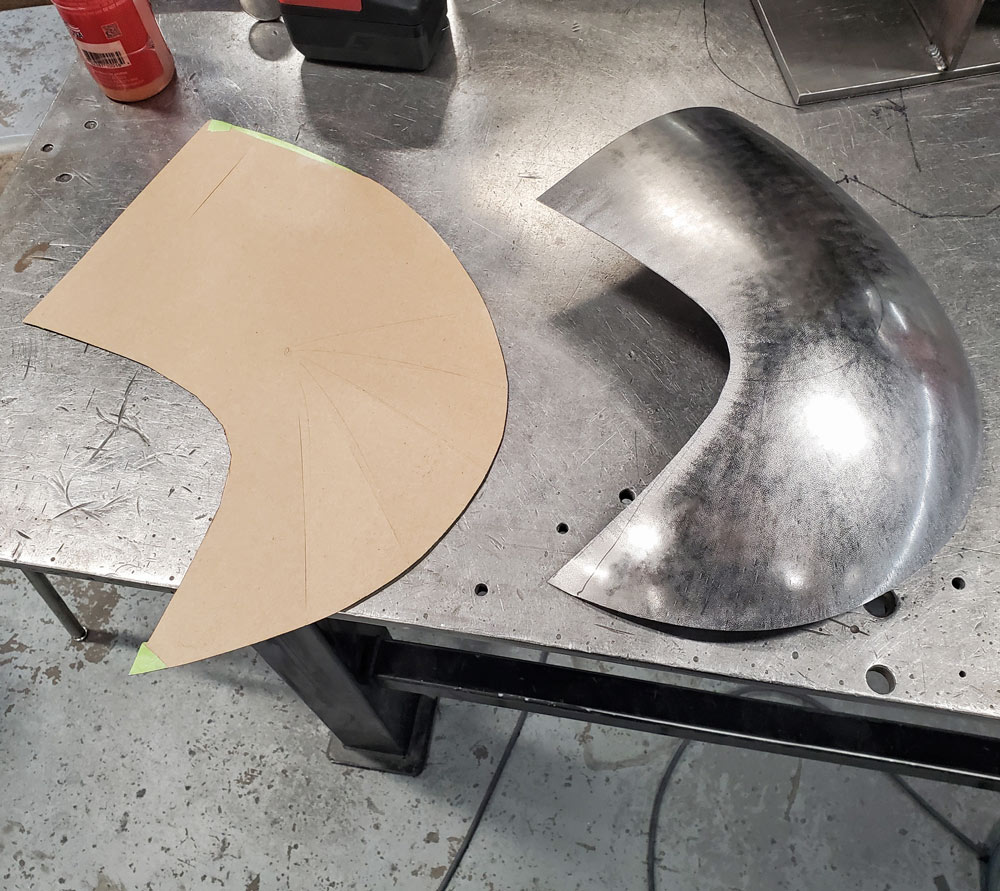
The team at Rad Rides uses shrinking dies on a powerful Eckold machine to do much of the forming of large, low-crown panels, along with an English wheel and a planishing hammer for the final smoothing. A Pullmax machine is used for many of the steps and beads; they metal finish and carefully sand each panel to perfection as it nears completion.
They are charting new territory by making a fenderless version of a ’36 Ford roadster, a task few have attempted because of the complications involved. It’s quite a challenge to make the large areas previously covered by the “fat” front fenders look good when exposed for all to see. By incorporating a masterful blend of steps, sweeps, ridges, and creases, the aprons that fit under the hood sides have become a real focal point on the car, and they blend nicely with the custom-made framerails, which also have a stepped detail done in the style of the ’32 frame.
Every bit of the door is custom made. The doorskins were made from 18-gauge cold rolled steel sheets, but they selected 14-gauge steel for the inner panels. The heavier-gauge steel is more difficult to work with, but it ensures that the doors will be massively strong and will close with a solid “thud.” These doors will hold their shape very well over the long haul. A tremendous amount of time was spent perfecting the fit and gaps around the doors and the end result was striking.
The door hinges are from a production car, but they were extensively reworked, allowing the doors to open to nearly 90 degrees, a much wider angle than on most cars of this era. Most of the other details on the door were custom made, including the dovetails and door handles. All these details were finished to perfection since the owner made it clear that he wanted the finest quality achievable for this groundbreaking project.




















 SOURCE
SOURCE