

 Photography by Taylor Kempkes
Photography by Taylor Kempkesld Anvil Speed Shop is renowned for its exceptional builds. For this project, they began with a pristine 1962 Chevrolet Impala convertible. They designed and constructed a stout full-perimeter chassis, incorporating air suspension and a 1,200hp Nelson Racing Engines powerplant. We will have several articles about this build; this one focuses on the construction of the floor and the wheelwells for the massive 24-inch rear wheels.
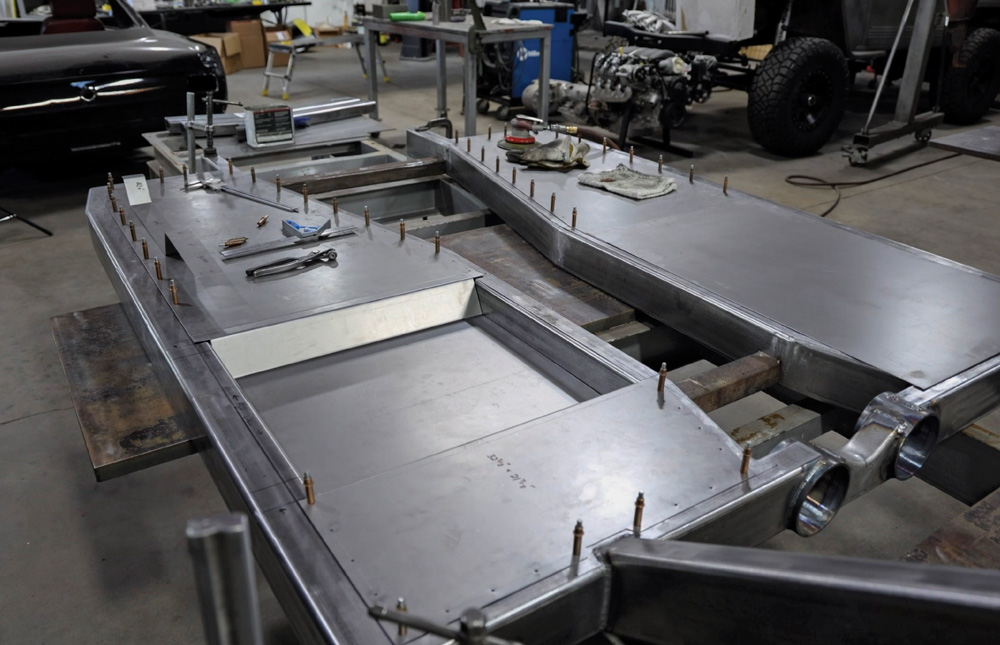
Old Anvil designed and built a very robust chassis in-house for this project, which will have the body welded to it, creating a unibody structure. They wisely decided to start constructing the floor before the body was joined to the chassis, allowing unrestricted access for fitting the largest panels. The forward section of the floor is flat, featuring footwells for the rear seat passengers. The floor follows the framerails behind the rear seat, where they rise over the rear suspension. Behind the rise, the trunk floor is completely flat.
Once the central portion of the floor was completed, the body was carefully positioned and welded solidly to the framerails. Then, the construction of the wheelwells could begin. The owner wanted the ability to drop the body nearly to the ground when the car is parked, and with 24-inch wheels in the back that required XXL wheelwells.
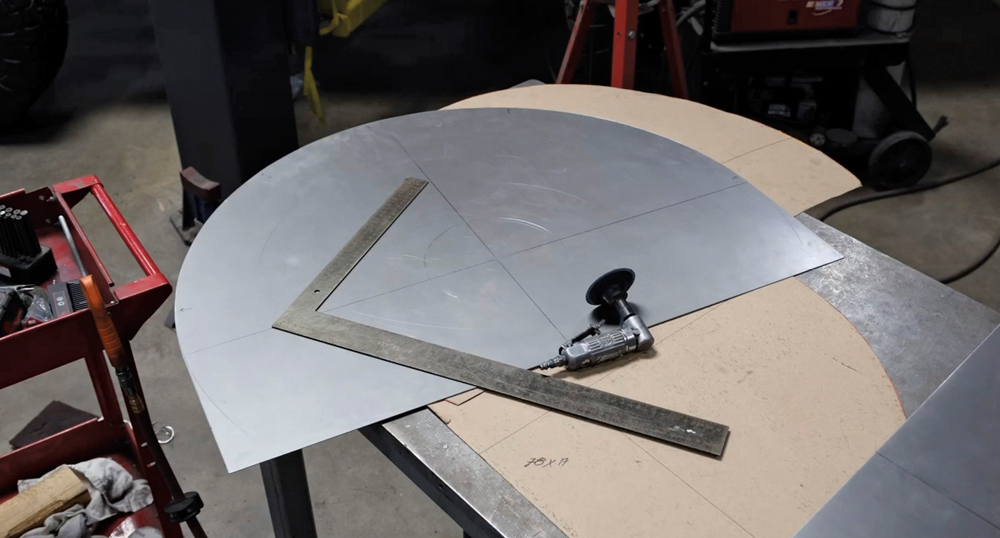
The wheelwells were fabricated from two pieces of 18-gauge steel. The vertical section was shaped like a “D,” and the cap was cut as a rectangle, then rolled into a “C” shape. Round-Over dies were used on a Bead Roller to create a 45-degree curl on the mating edges before joining them together, which results in a very professional-looking rounded corner. The wheelwells were completely welded and smoothed before trimming them to fit between the body and frame, and then welded into place with filler pieces added where necessary.
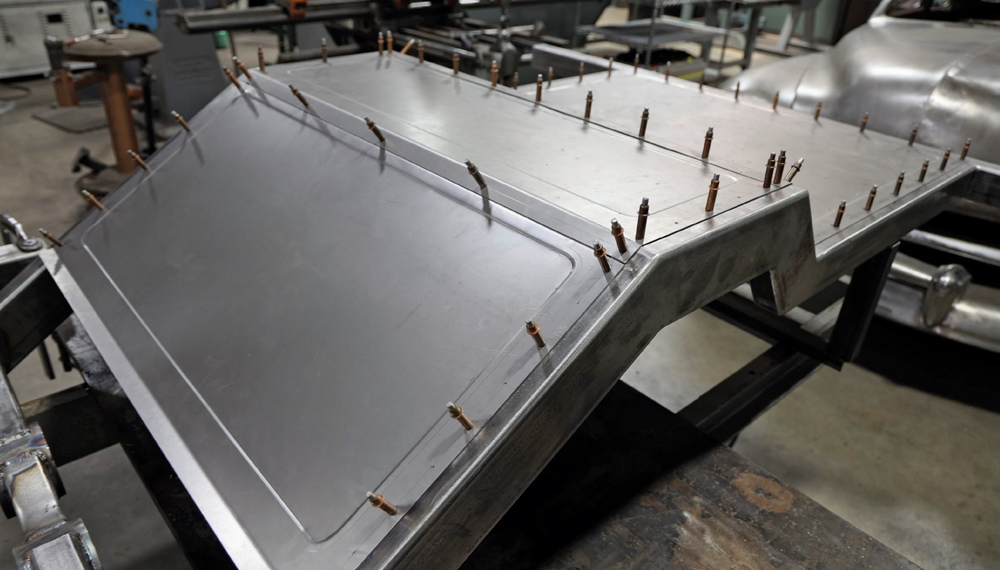
The engine in this car was moved back a few inches, necessitating a recess in the firewall, and an elegant cover was designed for the bellhousing, transmission, and driveshaft. This intricate construction was composed of multiple pieces, which were then joined together as a single unit.
Look forward to more articles on the car—it’s going to be very special, and you will appreciate many of the features after looking through these photos.



















 SOURCE
SOURCE