
 Photography by BBT Fabrications
Photography by BBT Fabricationsroy Gudgel and his company BBT Fabrications have been making quite a name for themselves with their outstanding work. They run a full-service shop in Mahomet, Illinois, doing top-level bodywork, metal fabrication, CNC machining, paint, upholstery, wiring, and final assembly. They have received awards in some top shows nationwide and show no signs of slowing down.
They are just wrapping up an outstanding 1959 Chevrolet Impala for Eugene Bothello. They started with a 65-year-old survivor in fair shape but they wound up replacing over half the sheetmetal on the body shell and creating hundreds of custom-fabricated components in their quest for perfection.
It will take several installments to do justice to this massive project, and they have set a very high bar for every component of the car, whether it will be visible when the car is completed or not. This time, we’ll focus on the extensive work done on the interior.
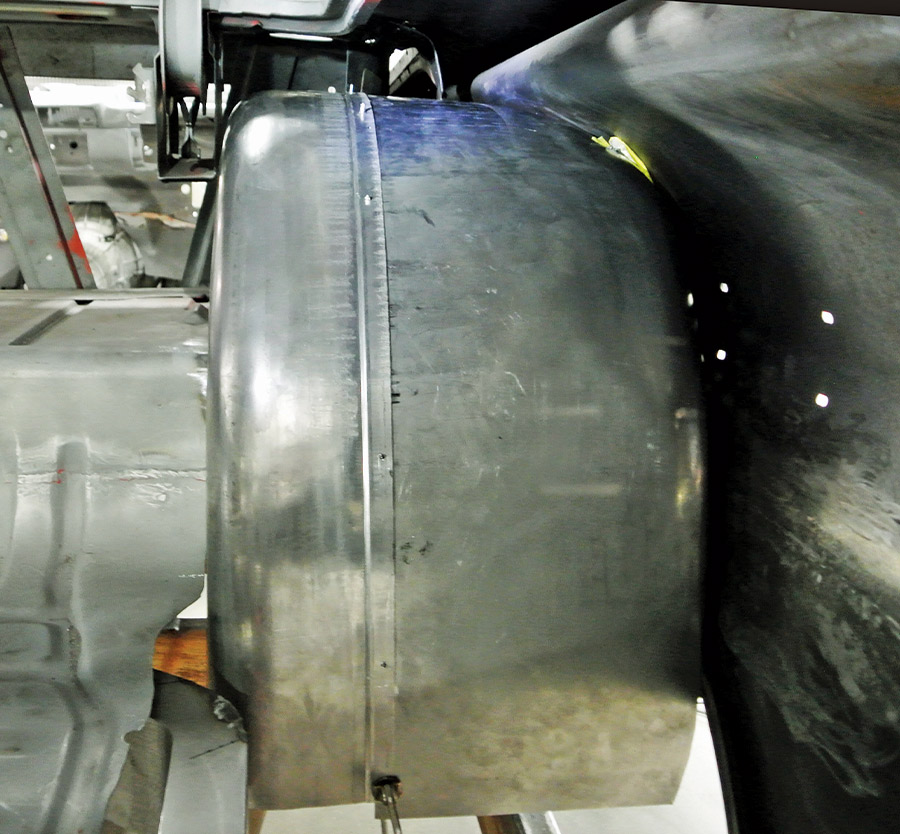
The car features 20- and 21-inch Forgeline wheels on the front and back, respectively, and lots of work was required to accommodate the massive tires. The rear wheelwells were discarded then the floor was trimmed to get sufficient clearance for the wide tires. New wheelwells were built from 18-gauge steel sheets and then carefully fitted into place.
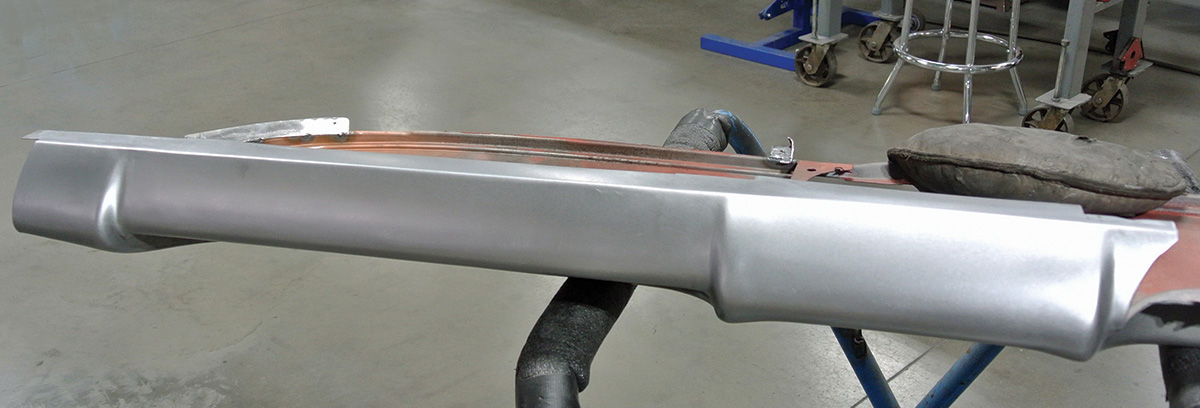
The entire floor was replaced with new metal and much care went into placing large, strong ribs in these panels. Special beading dies were used in a Pullmax machine in conjunction with plywood forms explicitly made for the purpose. The floors were too large to be made in one piece, so each side was divided into two pieces and then welded together after the beads were formed. These floors were plug-welded to the sub-structure, then ground smooth. The longer sections of the transmission and driveshaft covers were made from one piece of metal, and then a tapered connector was made from four pieces to join them. After welding and metal finishing it looks like one seamless piece of metal.
Phil Cato, BBT’s in-house specialist, completely custom-made the seats for this car. The substructure is made from tubing with custom-fitted springs topped with two different densities of foam rubber.
Stylish sheetmetal trim was made to cover the seat back and sides.
The dashboard is an actual work of art, with all the surface contours refined to perfection. The bezels and trim were designed using CAD and CNC machined from aluminum billet.
Next time, we’ll deeply dive into the extensive work on the car’s rear, including fabricating the recessed, custom-made bumpers and rebuilding the sheetmetal for the huge batwing tailfins on the 1959 Chevy.






















 SOURCES
SOURCES