Modern Rodding TECH
InTheGarageMedia.com

 Photography by CHADLY JOHNSON
Photography by CHADLY JOHNSONriginal or repro? It’s a longtime hot rodder’s battle with no one correct answer. On the one hand, there is something special about repairing that original tin. There just seems to be a bit more “soul” in 68-year-old fenders, but on the other hand, there is a strong argument for today’s high-quality reproduction sheetmetal. If that gennie fender requires too much repair you can fall prey to the old axiom: “The handle has been replaced three times, and the head twice, but it’s still Grandpa’s axe.” Likewise, be sure to buy quality reproduction sheetmetal so you don’t end up doing excessive work for proper fit. In the end, the decision comes down to a good, honest assessment, the availability of quality new tin, all mixed with just a bit of opinion for flavor.
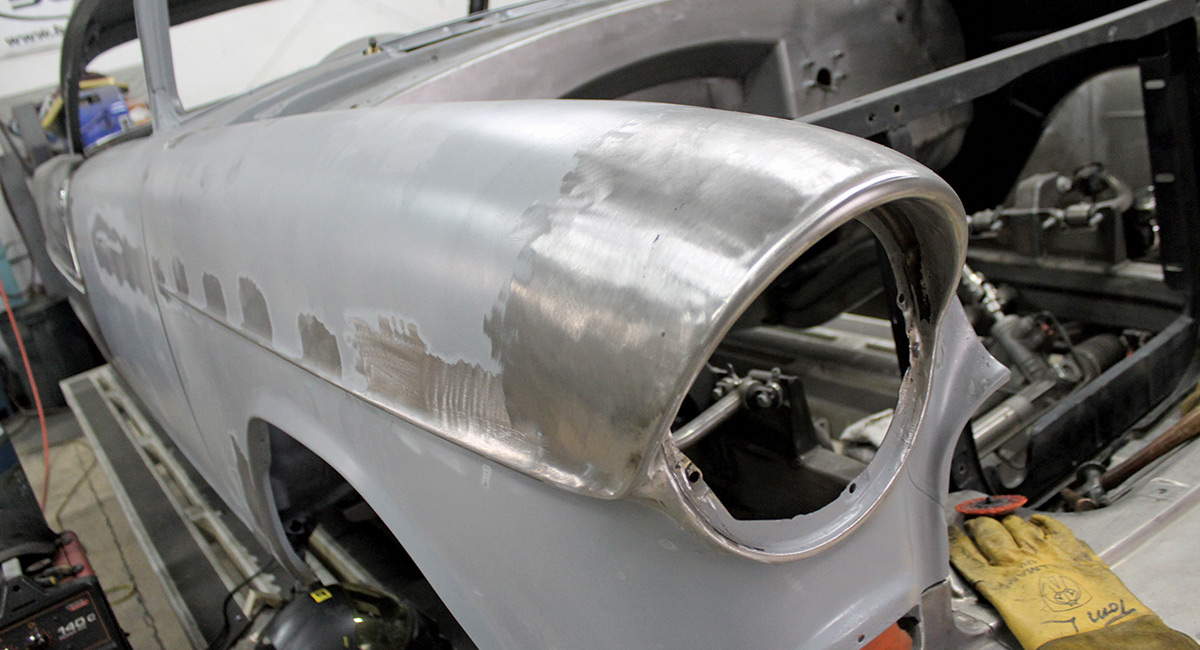
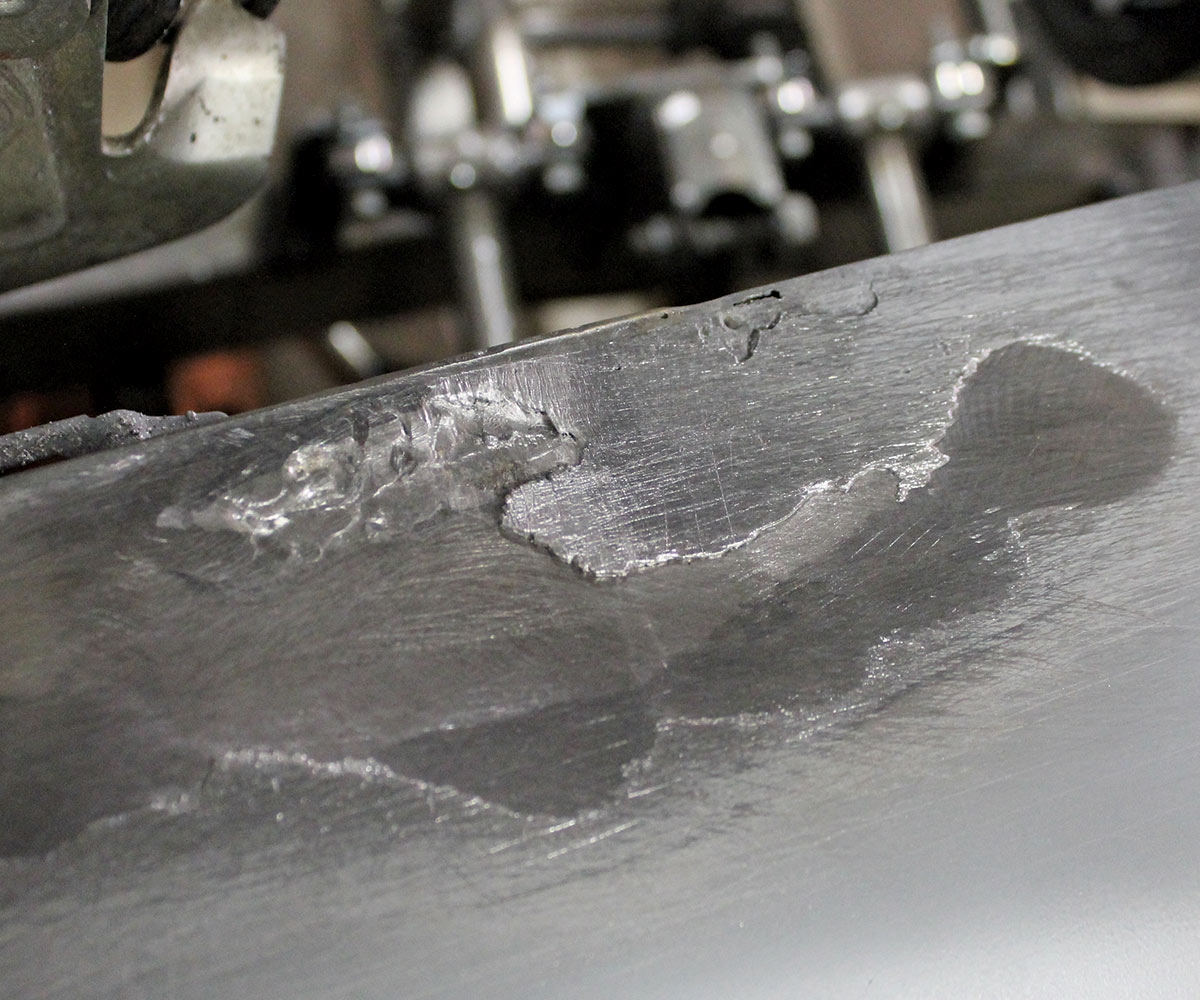
When Jon Mannila and his team of craftsmen at MetalWorks Speed Shop in Eugene, Oregon, set about assessing the front sheetmetal on Dave Goodwin’s ’55 Chevy they knew almost immediately the driver-side fender had issues making a replacement fender the better option. The passenger side fender was a different story. The fender was remarkably straight and had no rust in the lower extremities or wheelwell, but there was the common problem of rust over the headlight and one other relatively small, damaged area. It is a rare ’55 Chevy that doesn’t have fender brow rust. But since that was the only real issue (along with the small repair and filling some trim holes) it was decided the passenger side was “a keeper.”
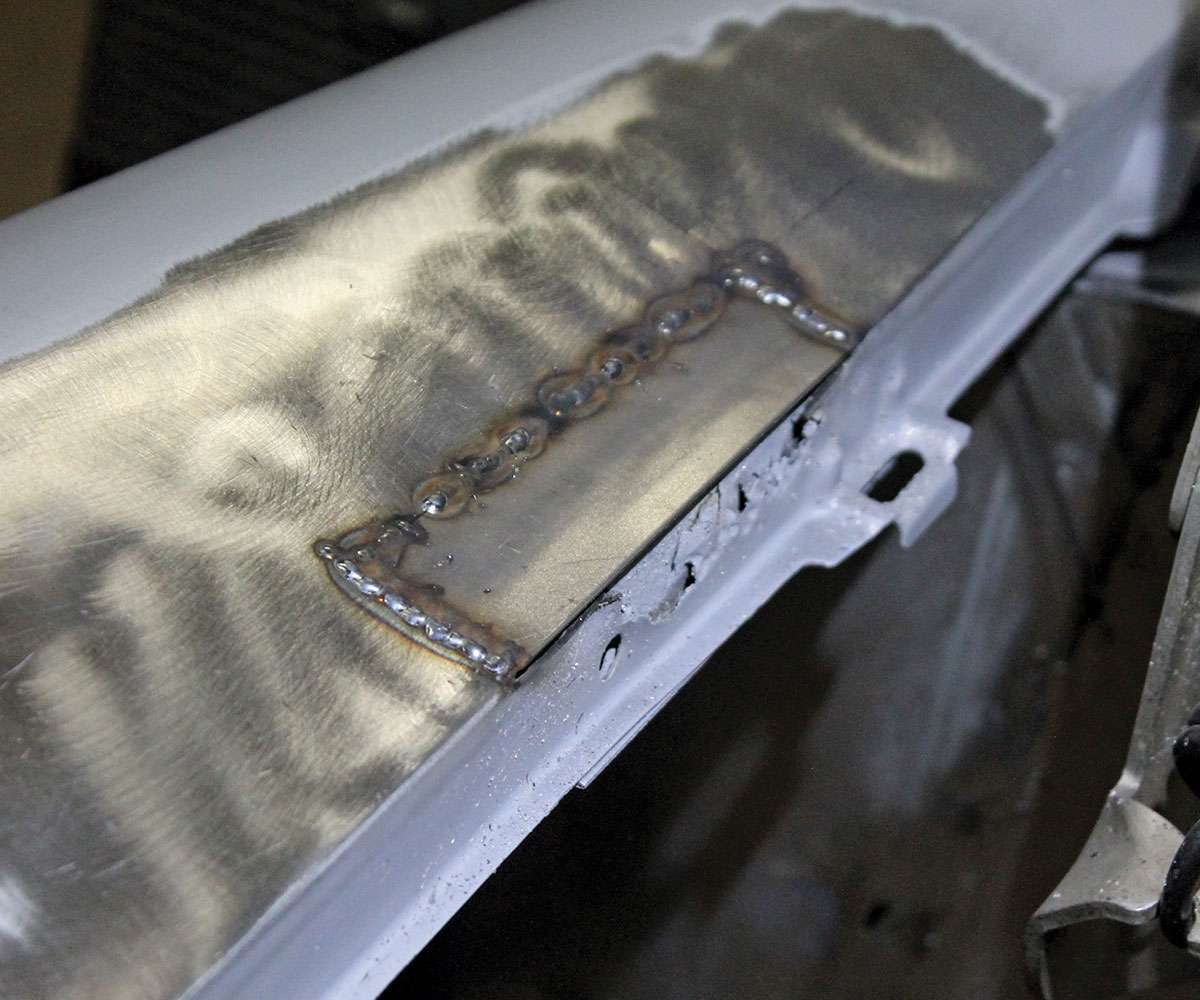
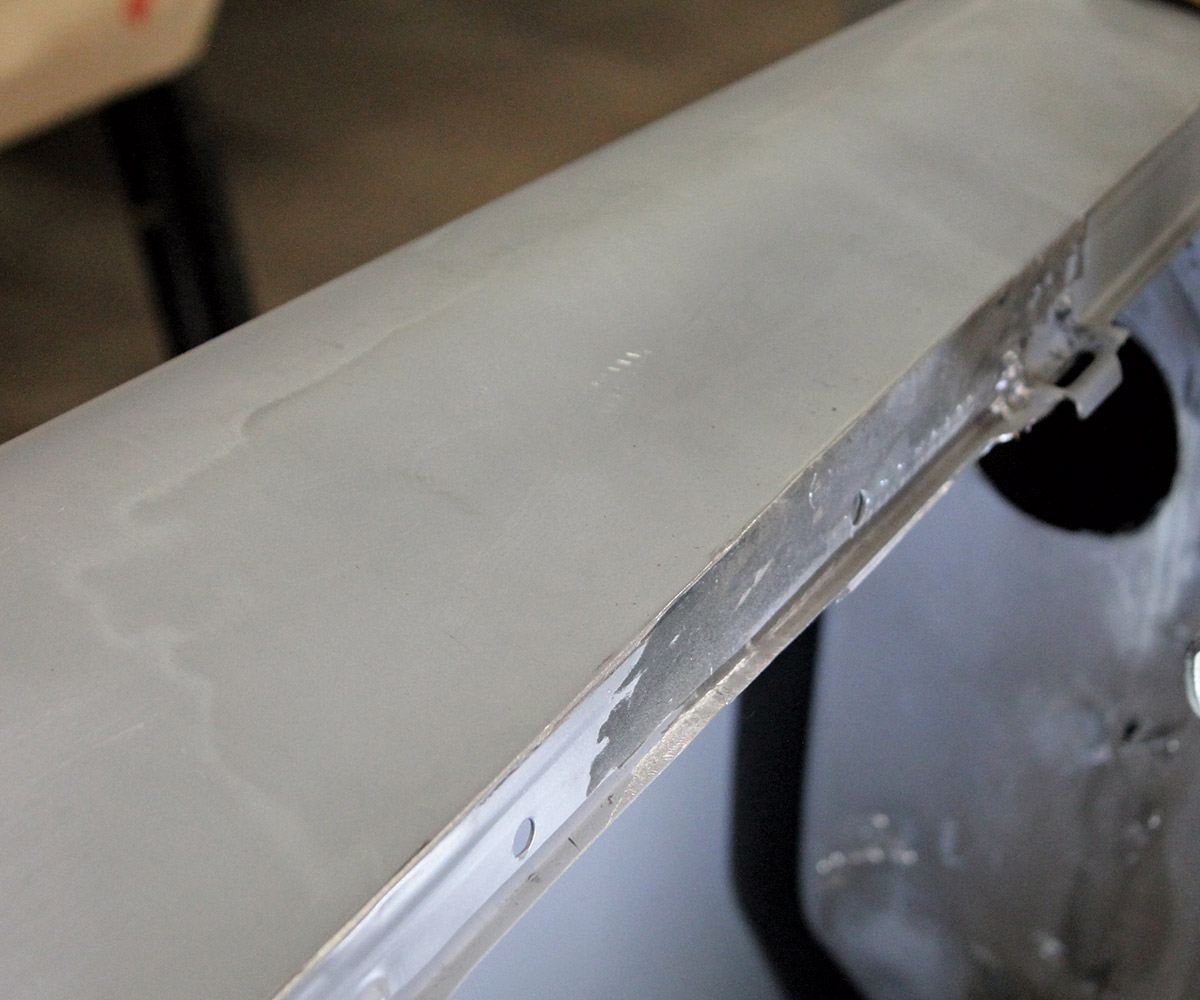
Both fitting new front sheetmetal and fender brow repair are within the capabilities of many backyard hot rod builders. Smaller projects like these provide the perfect platform to develop your sheetmetal working skills. What we’re saying is, maybe try a headlight brow before chopping a top. So, follow along as we show you how the pros at MetalWorks do things, and maybe you’ll take on a similar task with a bit more confidence.




















 SOURCES
SOURCES