

Part 3: A New Nose for an Old Pony
 Photography by Tate Radford
Photography by Tate Radfordor at least one of Modern Rodding’s senior staff members (we won’t mention the editor by name) the memory of Ford introducing the Mustang fastback 61 years ago is vivid. Unfortunately, over the past six decades, many of those ponycars that were once the desire of many young enthusiasts have suffered from use and abuse. But thanks to Golden Star Classic Auto Parts, just about every piece of sheetmetal necessary to make any early Mustang as pristine as it once was is readily available.
As we’ve noted before, Mustangs were introduced in April 1964, initially as hardtops and convertibles, with the fastback appearing a few months later, in August that same year. While these early cars were often called 1964-1/2 models, Ford classified all 1964 and 1965 Mustangs as 1965 models, which is why when it comes to ordering parts, 1965 is usually the earliest year listed.
When Colin and Sue Radford discovered their Fastback, it was clear that the Mustang had been driven hard but it was definitely worth restoring. Colin and his grandson, Tate, began the restoration process by updating the front suspension with components from Classic Performance Products (CPP), which was covered in Modern Rodding in the Feb. ’25 issue. They then replaced the entire floor and front frame extensions from Golden Star, which was detailed in Modern Rodding’s Mar. ’25 issue.
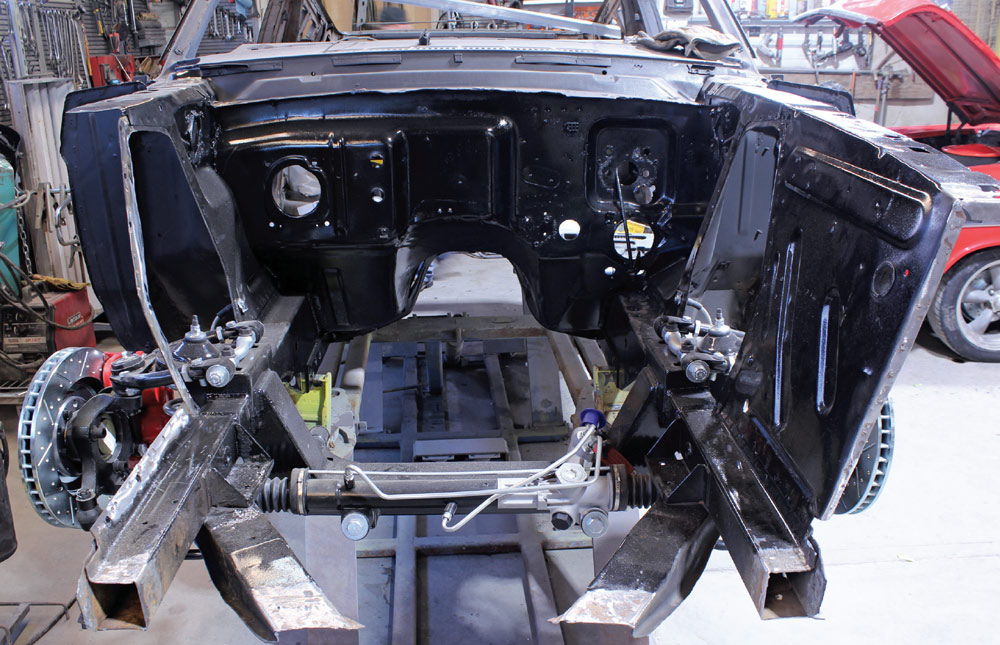
As with many cars, the Mustang’s battery was mounted to the inner fender apron on the passenger side, and like many cars that had fallen into disrepair, battery acid had corroded a rather large hole in the sheetmetal. Since the inner apron on the left side was undamaged, Tate only replaced the right side with a new panel from Golden Star. As part of the front suspension update, the large pockets that held the Mustang’s coil springs, shocks, and upper control arms were removed. To cover the holes left by their removal, Colin fashioned filler panels from 16-gauge steel.
Another commonly damaged area in early Mustangs is the radiator support. Rust is often an issue; it’s not uncommon for a variety of extra holes drilled for no apparent reason, and the integral crossmember that connects the two framerails is often bent and distorted. For these reasons, Tate installed a new radiator support from Golden Star.
At this point, we would be remiss if we didn’t address the elephant in the room, or, more specifically, the Mustang in the shop. Colin has many years of experience in bodywork and confirms what everyone suspects: many offshore parts don’t fit properly and are made from inferior materials. However, Colin has also discovered that with Golden Star sheetmetal those issues are non-existent. Manufactured in Taiwan using state-of-the-art tooling and the same gauge and quality material as the original parts, Golden Star sheetmetal fits as it should. Although we may not be able to turn back the clock on cars like this Mustang, thanks to Golden Star we can undo the effects of time.

























27. The filler panels were cut from 18-gauge sheetmetal.


 SOURCES
SOURCES