Modern Rodding TECH
InTheGarageMedia.com



 Photography by Adam Banks & Brian Brennan
Photography by Adam Banks & Brian Brennanhis is the last in the series of articles about the “Fenderless ’36 Roadster” being built at Rad Rides by Troy for Ross Myers. The metal fabrication is nearly finished at this point, and in this article, we will focus on a couple of very special details: the innovative headlight and shock absorber mounts and the custom-built dashboard.
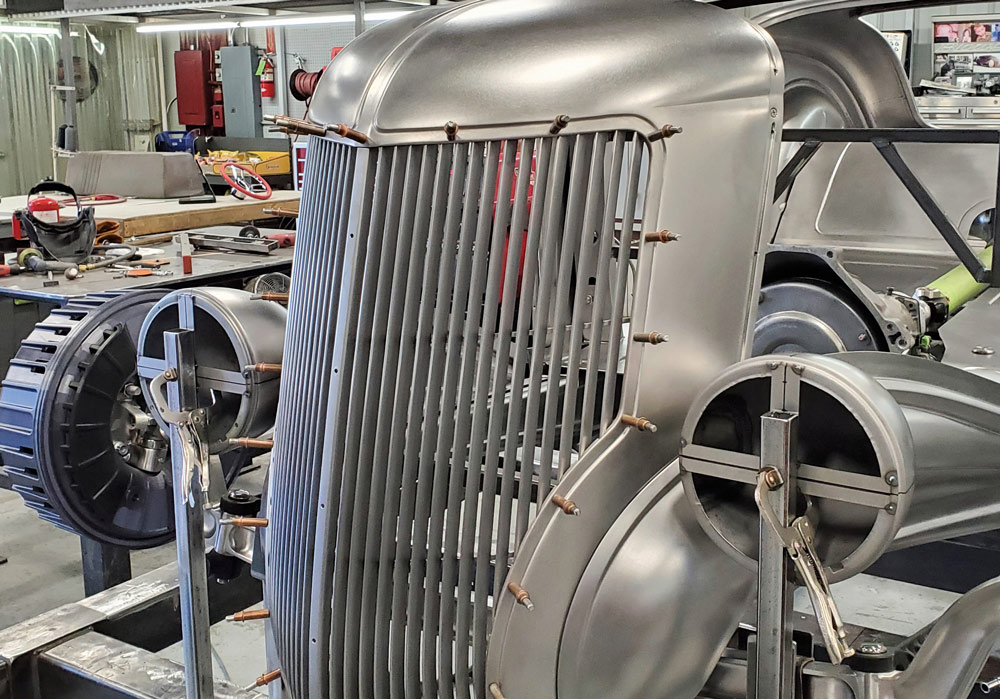
On any fenderless car, it helps to minimize the visual complexity of the front suspension. The crew at Rad Rides developed a way to conceal the top portion of the shock absorber inside the headlight bucket and use one sturdy bracket for both the headlight and shock. This detail requires a great deal of careful fitting, and all the parts must be strong enough to withstand the hammering of the shocks as the car is driven. Not only do the components need to be stout and compact, but they must be easily assembled after all the parts are painted and plated.
The dashboard for this car has a unique design. The center has an embossed detail that augments the custom-machined instrument cluster, and this was formed with a variety of tools. First, the area was pre-stretched with a power hammer, then a blank of plywood was cut in the shape of the embossed area and then used as a guide for the Pullmax machine to form the stepped edge. After the initial forming, the embossed section was worked with hand tools to taper the edges; then it was metal finished to remove all tooling marks. This is slow, painstaking work, but the results are striking.
Special air conditioner vents were positioned below the dash, and the design has an intricate, vintage look to it, like something you might see in an expensive European car.
It “takes a village” to build a masterpiece like this one, and Troy Trepanier wants to credit the key people on his staff who were involved. Adam Banks is the lead fabricator for the body and chassis, assisted by Casey Modert and Colby Marshall. The CNC design and machining were done by Lawrence Laughlin, Jake Murry, and Jack Trepanier.
You can expect to see an article on the finished roadster in the not-too-distant future, and we believe the timeless design and hyper-attention to detail will make this car a new benchmark for state-of-the-art hot rod construction.






















 SOURCE
SOURCE