


Part 4: Repairing a Ponycar’s Haunches
 Photography by Tate Radford
Photography by Tate Radforde’ve followed along as Colin and Tate Radford of Radford Auto resurrected a 1965 Ford Mustang fastback. So far, they have repaired the floor, radiator support, and passenger side front inner fender panel using Golden Star Classic Auto Parts components. This time, they focused on the rough left rear quarter-panel and the taillight panel, both of which resembled gunny sacks full of walnuts, giving them much-needed attention. Once again, we turned to Golden Star for replacement parts panels.
Golden Star offers replacement quarter-panels for 1964-66 Mustang coupes and convertibles. These panels extend from the B-pillar to the taillight panel and wrap over the top to the trunk lid opening. The coupe replacement panel connects to the top of the C-pillar. The third option is Golden Star’s 1964-66 quarter-panel skin, which also extends from the B-pillar to the taillight panel but only goes up to the body line at the top of the fender; this is the option used for the fastback.
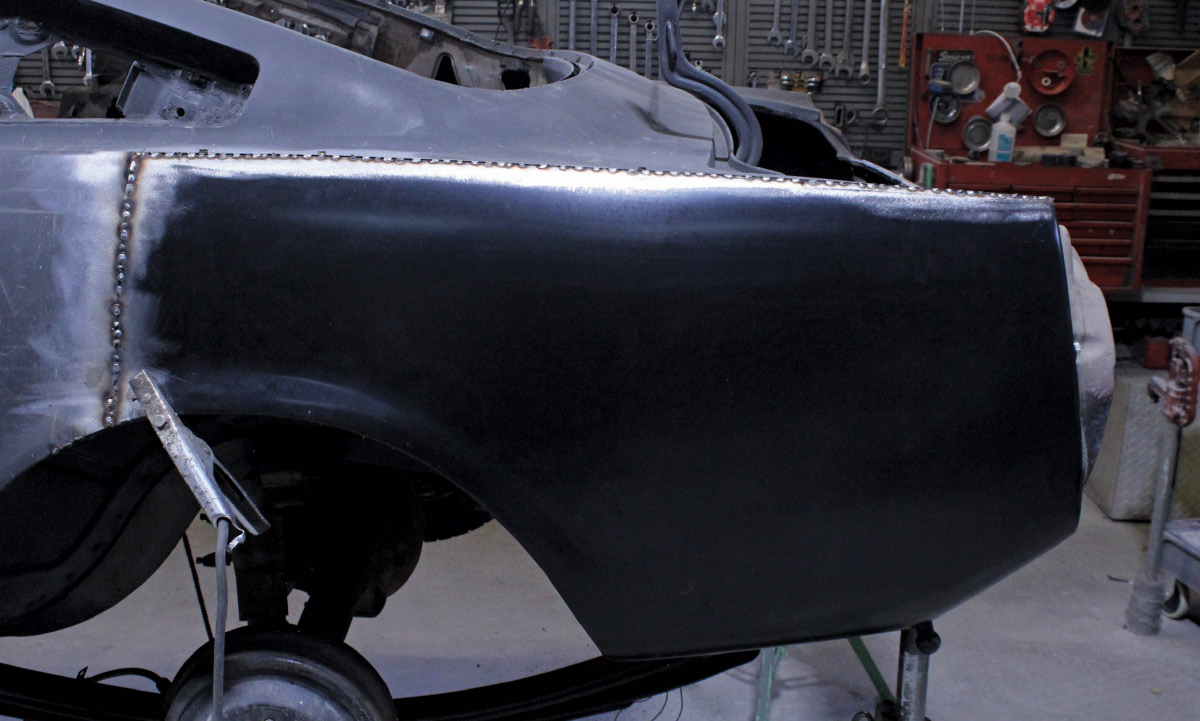
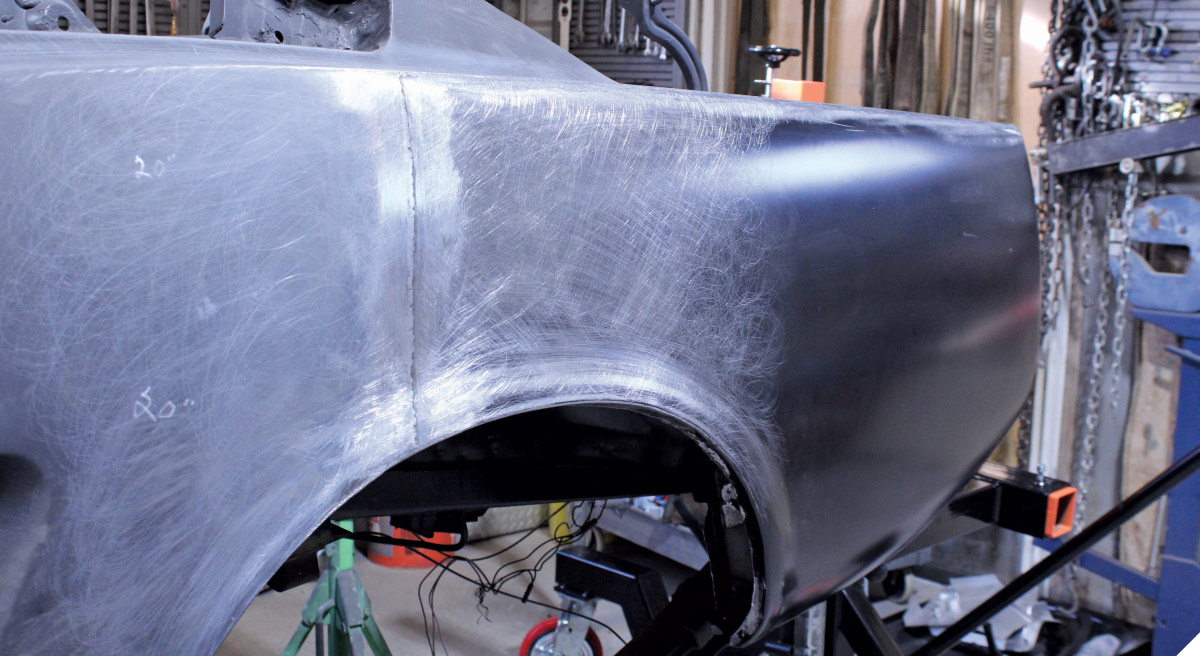
Colin has years of experience installing replacement body panels. For this repair, he elected to shorten the quarter-panel skin, so it only extended from the taillight panel to just forward of the wheel opening’s mid-point. His reasons for doing this were that the forward portion of the quarter-panel was in good condition, and the inherent difficulty of removing the original quarter-panel from the B-pillar could have been avoided. Trimming the replacement panel made it easy to align with the existing sheetmetal, and the weld seam would be relatively short.
One common issue encountered when replacing sheetmetal is the warping caused by concentrating too much heat in a single area during welding. This can be prevented by tack welding the new panel in place, then moving around the perimeter of the panel, adding more tack welds between the initial points until the panel is completely welded. It requires time and patience, but the results are worth the effort.
While the heat from welding is often blamed for warping repaired panels, grinding can frequently cause just as much, if not more, damage. Grinding generates a substantial amount of heat, which, like welding, can lead to panel warping. This is why Colin and his grandson, Tate, employ what some might consider an unorthodox method for dressing down welds—they use a file. Naturally, both know how to weld, ensuring the beads they lay down are as flat as possible. Nevertheless, to make the welds flush with the surrounding sheetmetal, Team Radford has discovered that they can file them more quickly and effectively than using a grinder.
Examining the taillight panel suggests the Mustang frequently transported loose rocks in the trunk. Thus, another Golden Star replacement panel was necessary. After severing numerous spot welds, the original panel was removed. Installing the new taillight panel was relatively straightforward, as it fit perfectly.
For true aficionados of vintage vehicles, it’s hard to imagine how something as cool as a Mustang fastback could be neglected and abused to the extent this one had been. Not long ago a car in this condition may have been too far gone to be saved from a practical standpoint. But with quality-made and affordably priced replacement sheetmetal from Golden Star and the talents of the Radford clan this Mustang will have a new life and be cool again.





















 SOURCES
SOURCES