 Photography by Camren Beattie
Photography by Camren Beattieust before World War II, most cars had fenders that stood proud of the main body structure in the style we now call “fat fendered.” When passenger car production resumed after the war, this style continued for a few years. Still, most manufacturers started tooling up for a new, slab-sided look where the fenders blended in seamlessly with the body. Ford made this transition in 1949, and the ’49-51 Ford is called the “shoebox,” reflecting this revolutionary styling feature. This car became immensely popular for car customizers and has remained in vogue ever since.
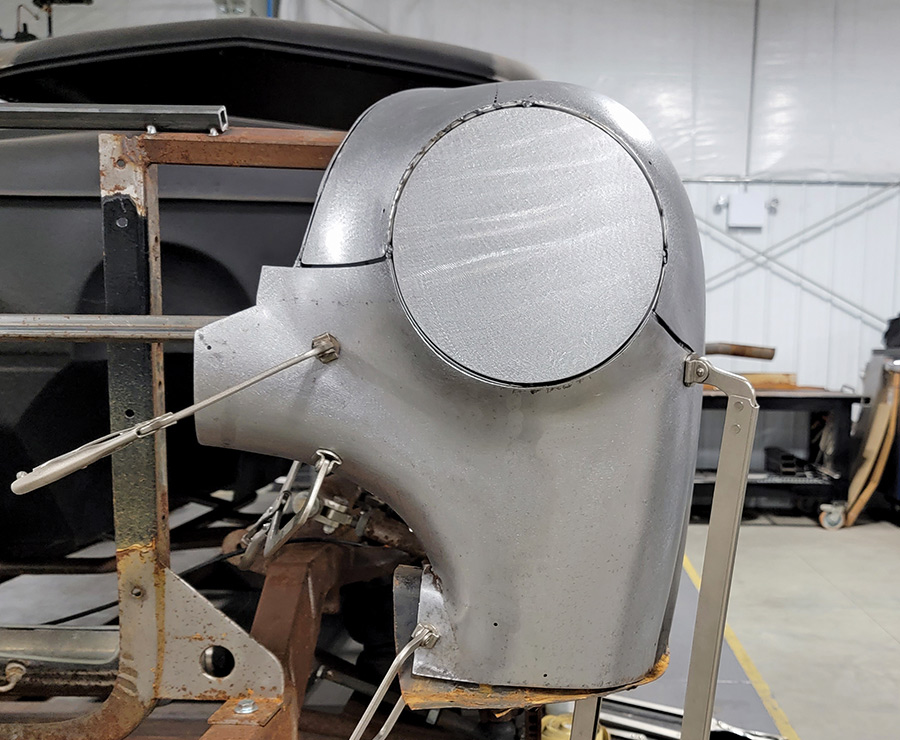
Scott’s Hotrods ’N Customs is building a custom Shoebox in the traditional style for Danny Rowe. The car is based on a ’50 Ford Tudor sedan, featuring a just-right chopped top. All the body modifications are geared toward a traditional look while adding sophisticated refinement. Ken DeKiserre is the primary craftsman on this project, and in this article we will take an in-depth look at the beautiful metalwork he is doing on the front end of the car.
The car they started with was basically sound. Still, some earlier attempts at reshaping the front fenders and grille opening had to be cut out and replaced, and a lot of work went into making sure everything was smooth and symmetrical along with dialing in the hood gaps precisely.
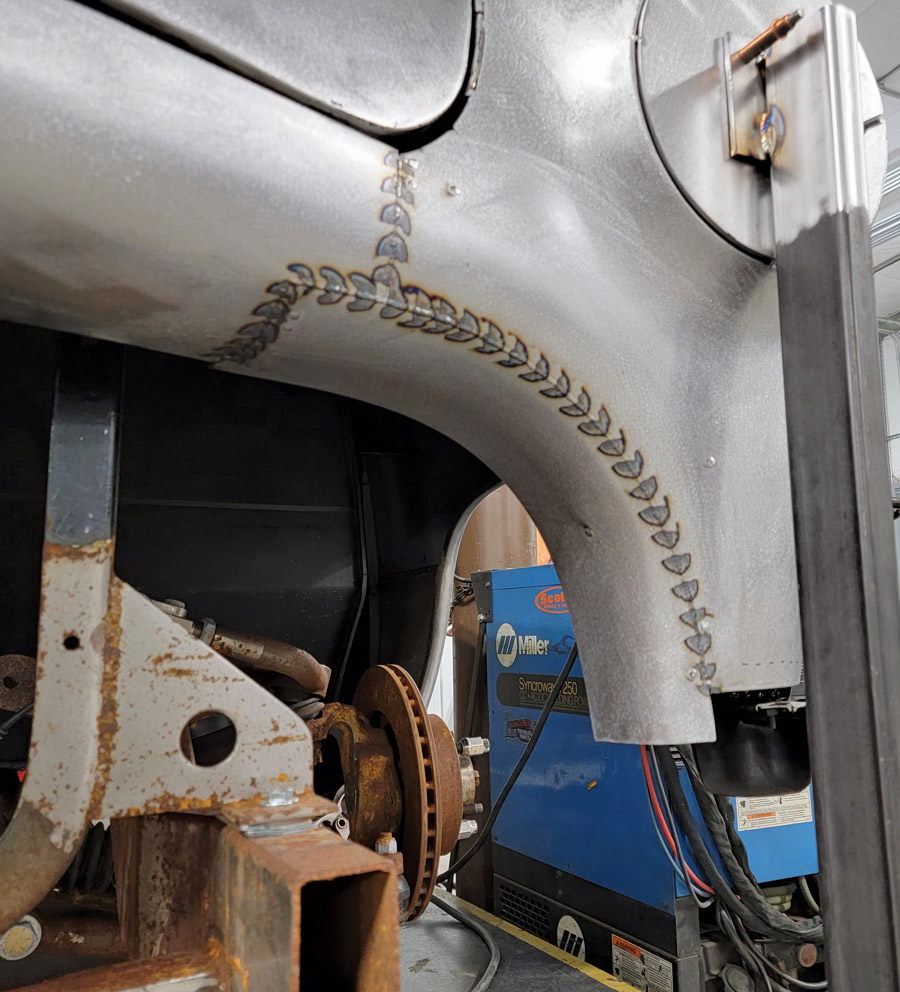
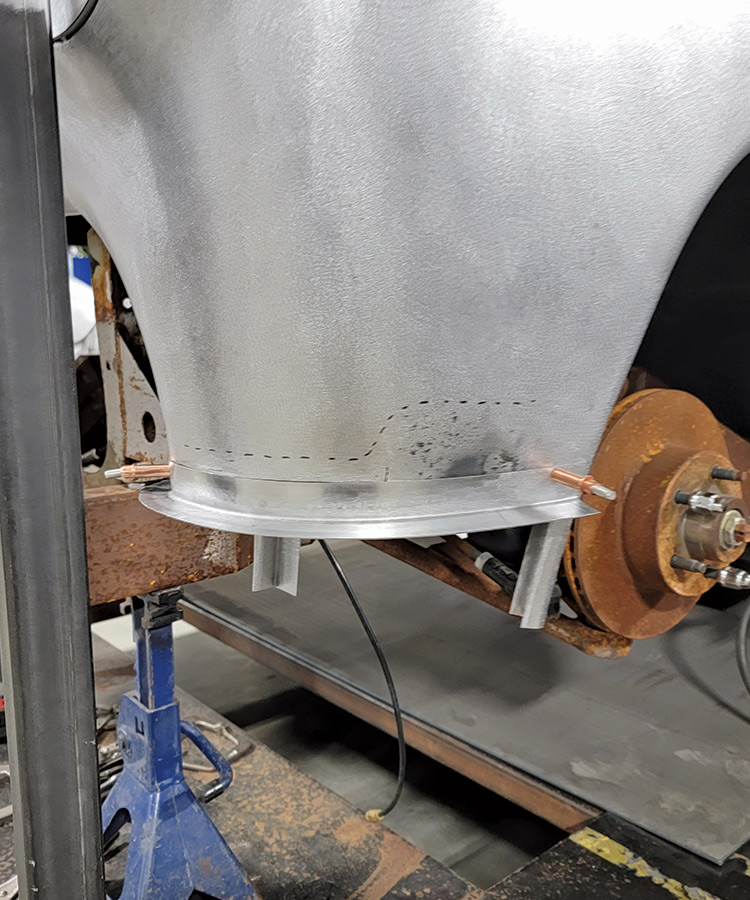
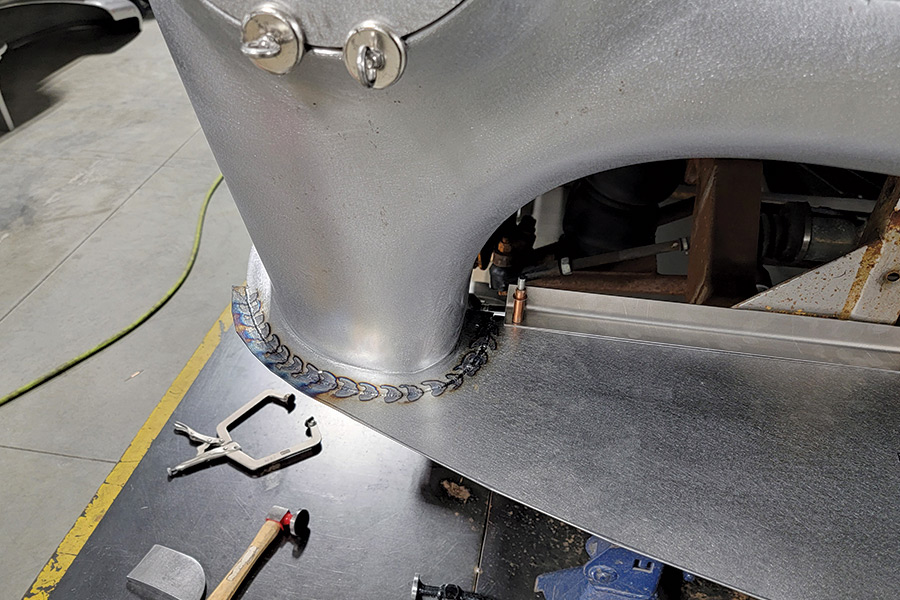
There are some important lessons to be learned from the procedures used in this project, such as removing only selected parts of the body structure at a time so that the overall shape and integrity of the panels are not compromised. Lots of care was put into temporarily fitting and positioning each component before tack welding it into place and double-checking everything before finished welding. A laser level was used at key steps in the process to provide an accurate reference. These procedures are essential for keeping a project from getting out of control during extensive modifications.
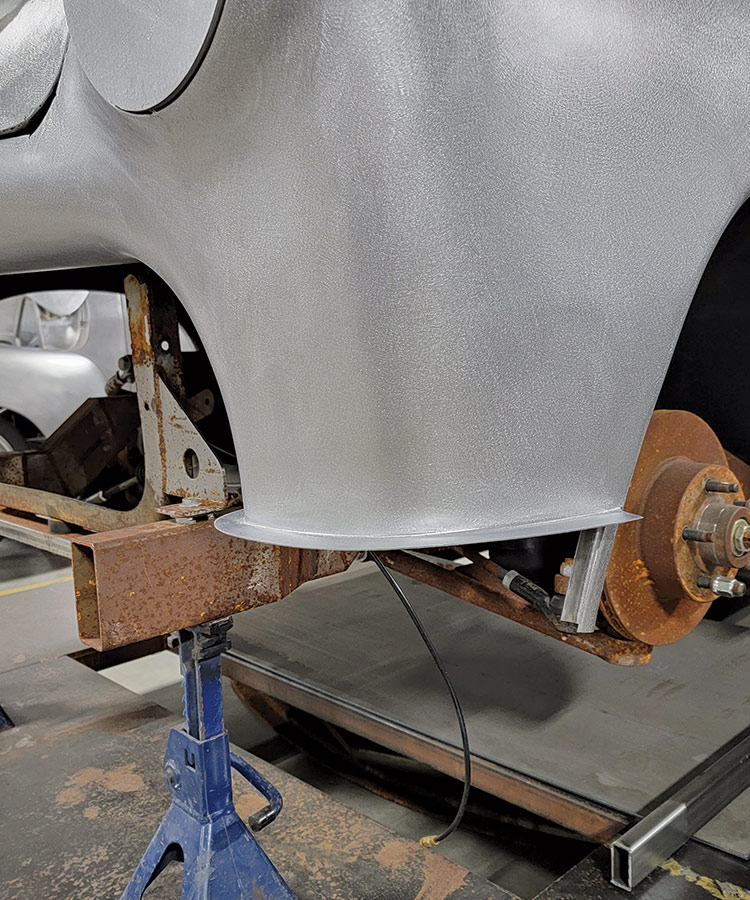
We trust the photos will give you a lot of insight into the techniques used for high-level metalworking, and we hope it may inspire many of you to take on even more ambitious projects.



























 SOURCE
SOURCE