
 Photography by Chris Gray Illustration By Eric Black/eBDCo
Photography by Chris Gray Illustration By Eric Black/eBDCoerry Kerna is an avid gearhead with an eclectic collection of outstanding cars. She, yes, Ms. Kerna, wanted to build a state-of-the-art Model A sedan in the mildly channeled style and when she found a suitable ’30 Ford sedan body, the project commenced.
Cornfield Customs chopped the top 4-1/4 inches and then sent it to Roadster Shop to have the chassis built, along with an extensive list of body modifications. This car has so much special work that it will take a several-part series to cover the project in sufficient depth. Mark Giambalvo of Creative Rod and Kustom was charged with the final build and assembly.
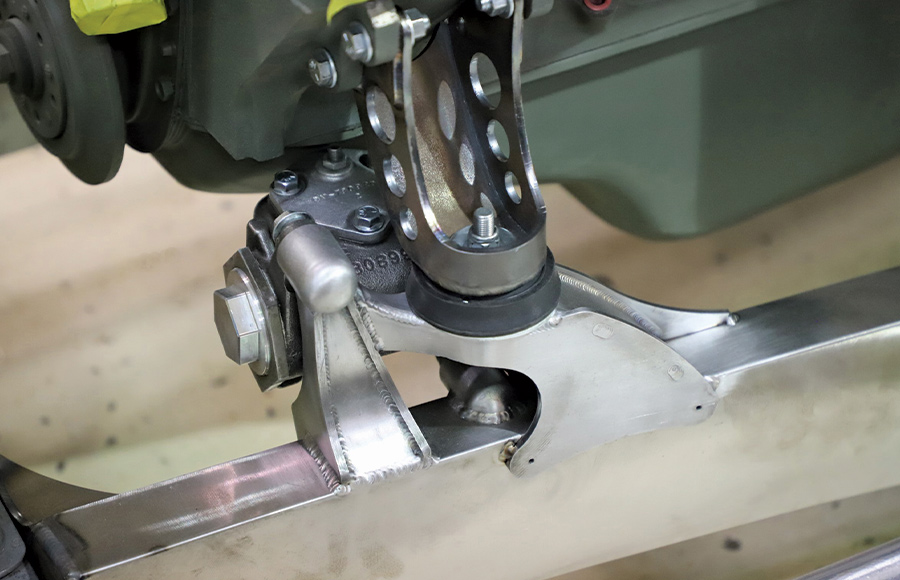
Roadster Shop is well attuned to cars of this period, and they went to great lengths to give it a traditional look while incorporating the latest technology and build techniques. The frame is completely custom designed. It looks similar to a ’32 Ford frame but there were many modifications needed to work with the Model A body and have the aggressive, low stance Kerna wanted. The profile of the frame was made to follow the contours of the A-body, and the ’rails were pinched to match the width of the ’32 Ford grille shell. A special, super-low front crossmember was designed to allow the frame to flow forward from the firewall without a kick-up, which is an awkward-looking modification often used to get cars this low.
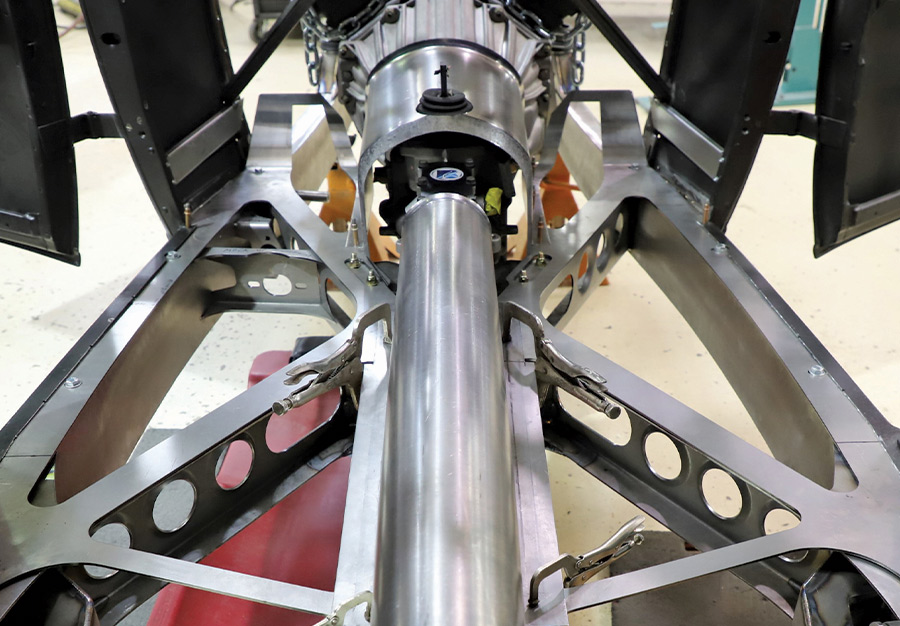
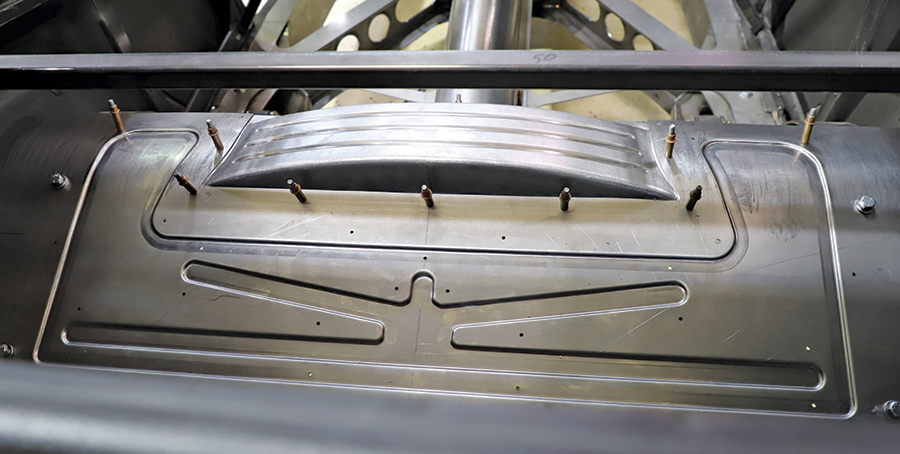
The rear of the frame was kicked up 8 inches to clear the rear axle. This was done as a gracefully sweeping curve rather than using an angular Z-shape. A beefy X-member was added to the frame, substantially increasing the stiffness.
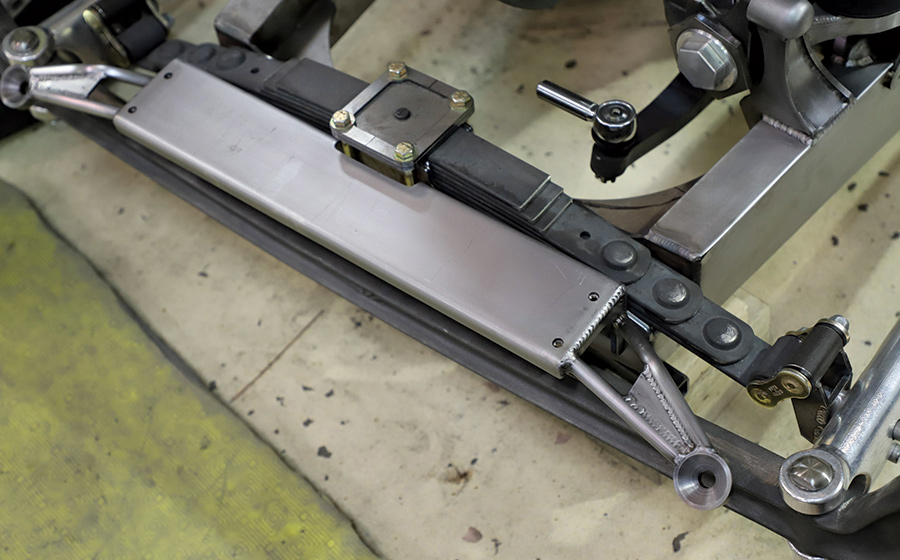
The iconic reveal embossed on the side of a ’32 frame was repositioned, starting precisely at the firewall and ending in line with the rear wheelwell bead. The wheelbase was stretched to 107-1/2 inches, 4-1/2 inches longer than a Model A. The body was slightly channeled over the frame in the manner of a ’32 Ford.
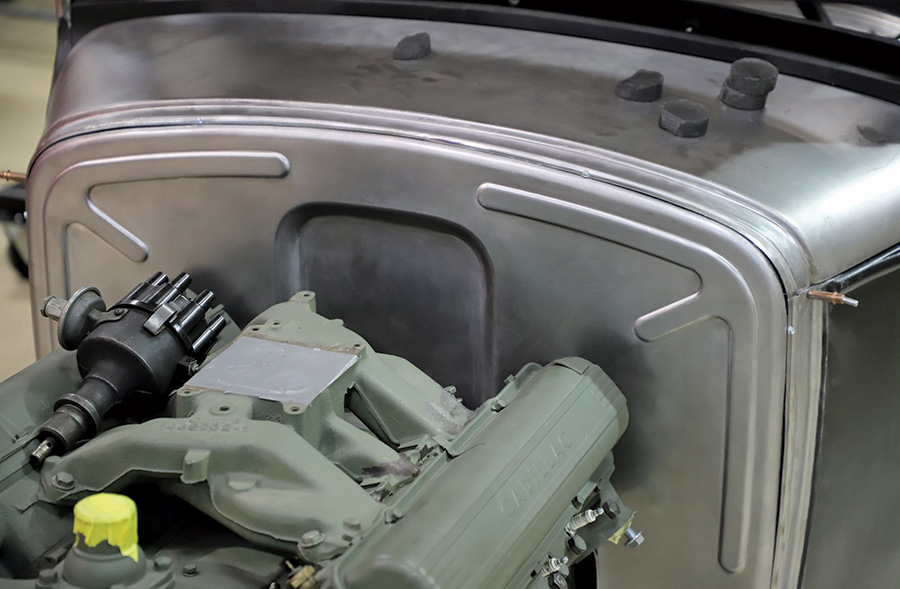
The engine is a ’56 Cadillac V-8, which is perfect for the vintage style of the sedan. Watch for more articles detailing the exceptional work done on this car. (The Model A sedan appeared on the cover of the Nov. ’23 issue of Modern Rodding, and inside is the full feature.)


















 SOURCE
SOURCE