Modern Rodding TECH
InTheGarageMedia.com

 Photography by THE AUTHOR
Photography by THE AUTHORillions of Mopars left the factory with the ubiquitous 8-3/4-inch rear axle. It was Chrysler’s midrange muscle car axle, offering greater torque capacity than the pedestrian 8-1/4-inch rearend used on most Slant-6–powered and other lower-end, V-8 vehicles, but not quite the bomb-proof strength of the Dana 60 used with Hemis and other top-shelf V-8s.
Introduced in 1957 and employed through about 1974, Chrysler produced three basic versions of the axle, which varied by the size of pinion bearing and corresponding pinion stem diameter. There was a 1-3/8-inch pinion stem diameter, a 1-3/4-inch pinion stem, and the later style with a 1-7/8-inch tapered pinion stem.
Each variant is generally known by its ’64-and-later casting number. The 2070741, or “741,” axle used the smaller pinion bearing and is consequently the least desirable from a performance standpoint. The 2070742, or “742,” and 2881489, or “489,” castings feature the larger pinion bearings and are more desirable when scanning Craigslist and swap meets for a suitable axle.
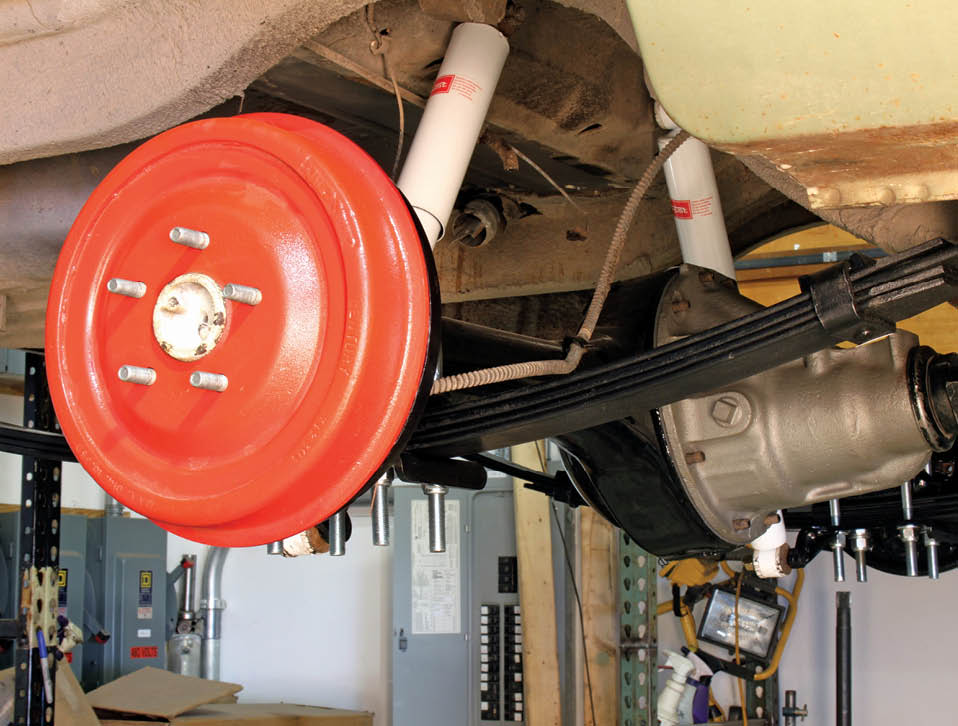
Believe us, the 8-3/4-inch axle is more than suitable for the vast majority of high-performance combinations. It will hold up to modified big-block combinations and offers a real weight advantage over the admittedly beefier Dana 60—not to mention a cost advantage. With its easily removable carrier assembly, servicing the 8-3/4 is straightforward. It was, therefore, a good choice for a friend’s restomod ’69 Dodge Dart, which was set up with a Sure Grip differential and a highway-friendly 3.55 cog set.
It also gave us a great opportunity to follow the rebuild and assembly of the axle, a task with which many enthusiasts simply don’t have much experience. Like tinkering with the guts of an automatic transmission, rear-axle assembly is one of those infrequently performed projects that foster more than a little fear. Get the pinion depth and mesh patterns wrong and you’re back to square one—and that’s if you haven’t already installed the axle and heard an ominous whine or felt vibrations.
The accompanying photos and captions show the basics of building and installing the 8-3/4-inch. While there are nuances to a project like this, it should serve as a strong primer to those considering tackling the project themselves. We were fortunate to have Mopar guru Dan Cook perform the build. He’s forgotten more about these axles than we’ll ever know and was a great instructor.
For the record, the 8-3/4 depicted here is a “489” case, which uses the largest pinion bearing. It also uses a shim to set the pinion depth and crush sleeve to set the preload. Additionally, the differential bearing setting (backlash) is set with threaded adjusters. We’ve also joined the project right at the start of the assembly, after the original assembly was disassembled, cleaned, and the necessary new components acquired.
One more thing: Cook didn’t have the expensive tool for measuring the pinion depth during assembly, so the procedures outlined here illustrate the assembly and checking the mesh pattern with paint to determine its accuracy. It’s the way most enthusiasts at home will tackle the job.
With patience and attention to detail, particularly when it comes to setting the backlash and measuring the pinion depth, it’s a project most enthusiasts should be able to tackle with great success—even if it’s their first rearend rebuild.























 SOURCES
SOURCES