Modern Rodding TECH
InTheGarageMedia.com

 Photography by Adam Banks
Photography by Adam Banksnless you’re new to the hobby, you should recognize the name Troy Trepanier and his company Rad Rides By Troy. He has been building highly innovative, tastefully styled, and performance-oriented cars since 1995, winning a multitude of awards, including the Ridler award at the Detroit Autorama and the America’s Most Beautiful Roadster award at the Grand National Roadster Show in California.
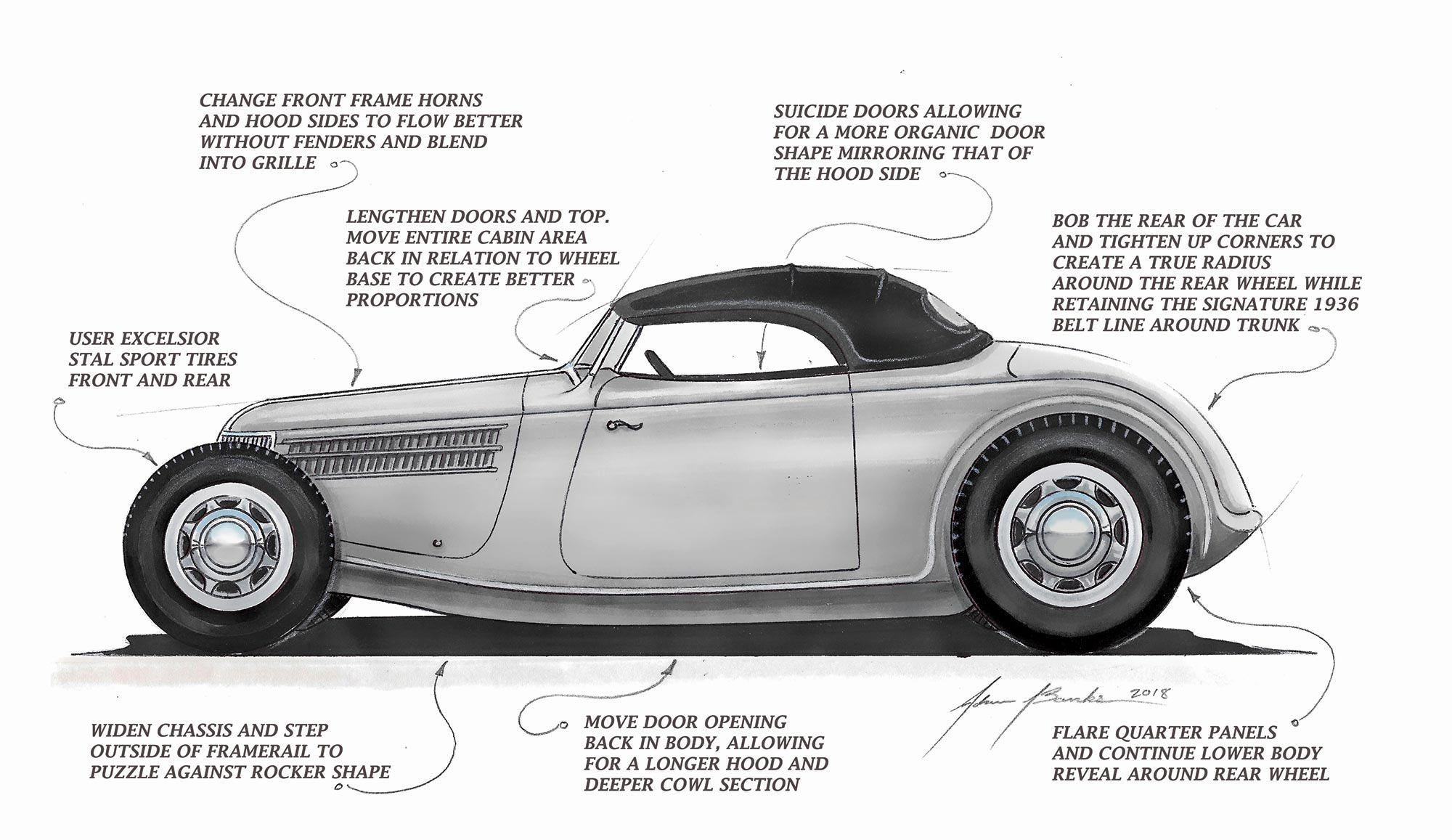
Trepanier built a Ridler-winning ’36 Ford coupe for Ross Myers in 2007. The idea to build a fenderless ’36 was hatched a few years later. This is a body style you rarely see presented with no fenders, since the fat fender body style can look awkward when shorn of its fenders.
Myers presented Trepanier with the challenge to see what he could do with this design brief, and he had so much confidence from his previous dealings with Trepanier that he allowed the Rad Rides By Troy team to build this new car in the best way they could imagine, with essentially no restrictions on the design or complexity. From this point Adam Banks is now in charge of the project and is responsible for most of the work on the project.
Trepanier always builds cars that perform exceptionally well, so Myers knew that would not be an issue. To keep the Ford theme, they designed the car around a blown Y-block engine, which you’ll see in later installments.
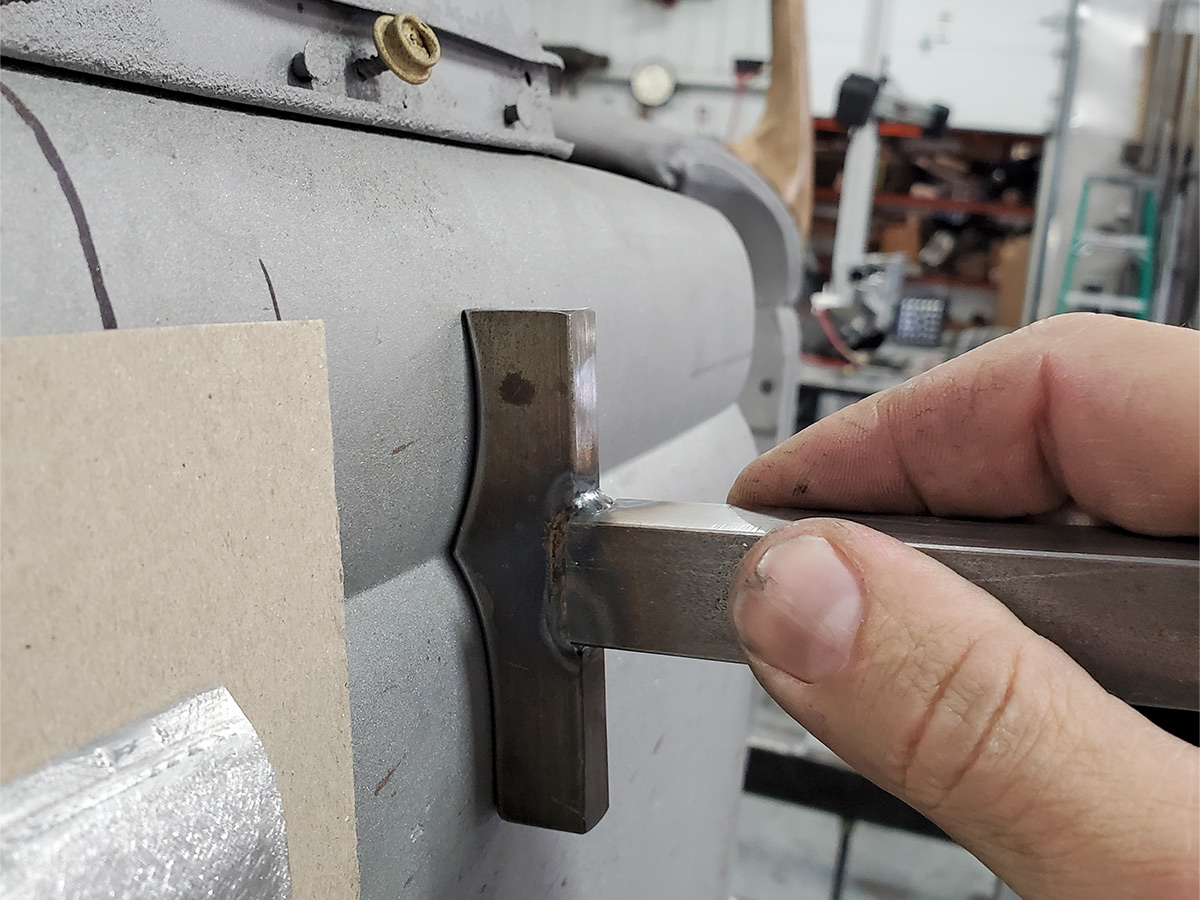
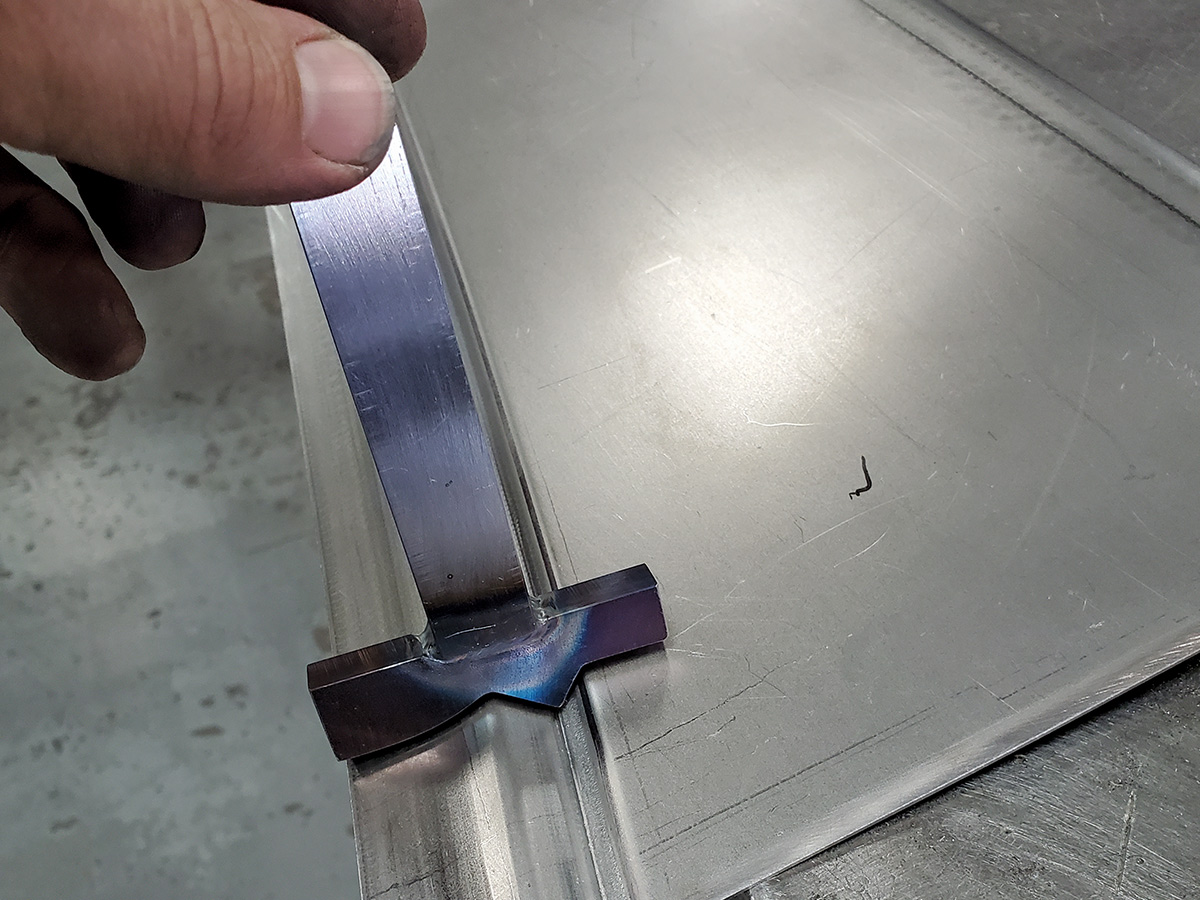
Ross supplied Trepanier with an original ’36 body but after calculating what it would take to refinish and reshape the original body panels, the team decided to use the original body only as a buck, and to form all-new sheetmetal for this project, including building a completely new frame. Because of the radical nature of the modifications, they decided to build the body first and then fit the chassis inside it—a very unconventional approach.
The photos tell the story of the start of this adventurous build, and there will be several more installments detailing other key stages in the car’s construction. Stay tuned, you won’t want to miss this one. It’s special, on many levels.





















 SOURCE
SOURCE