Modern Rodding TECH
InTheGarageMedia.com

 By Gerry Burger
By Gerry Burgert seems doing a complete chassis swap has become SOP (standard operating procedure) for many shops. And while there is something to be said for a completely re-engineered chassis for your vintage ride, in many cases it simply isn’t needed, isn’ in the budget, isn’ available, or all the above. In that case it may be time to rescue that old frame.
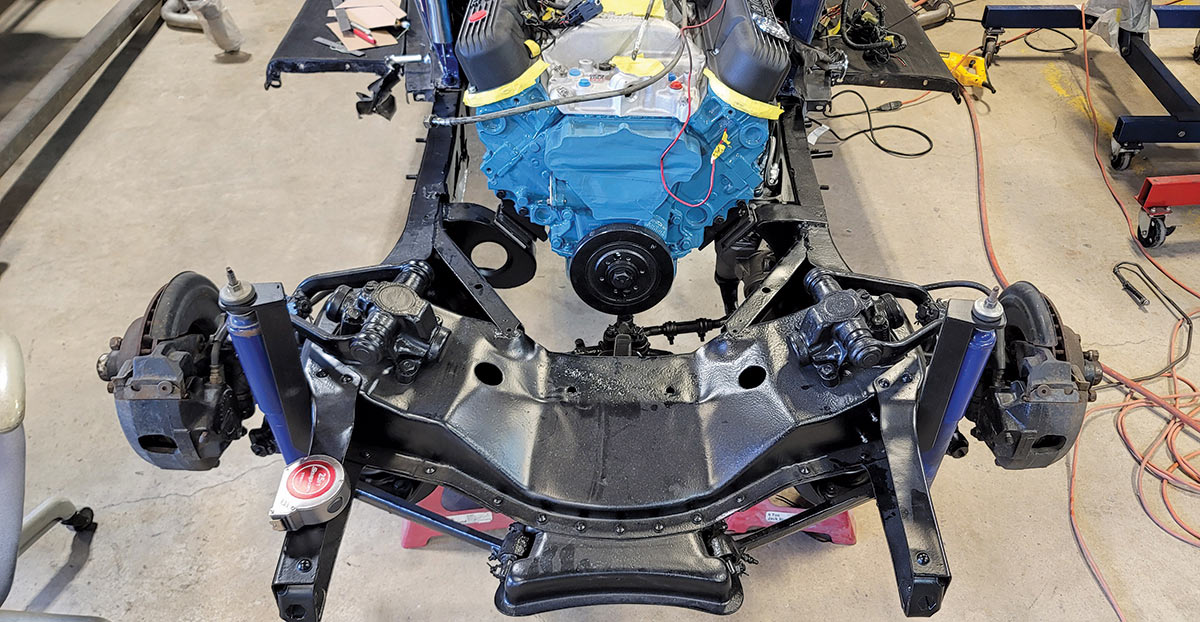
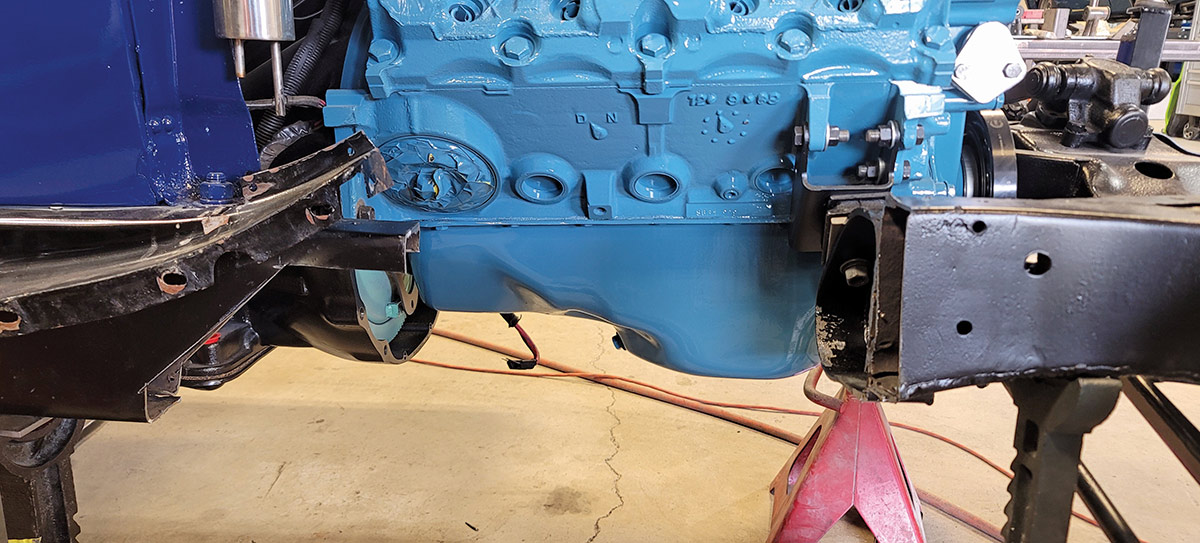
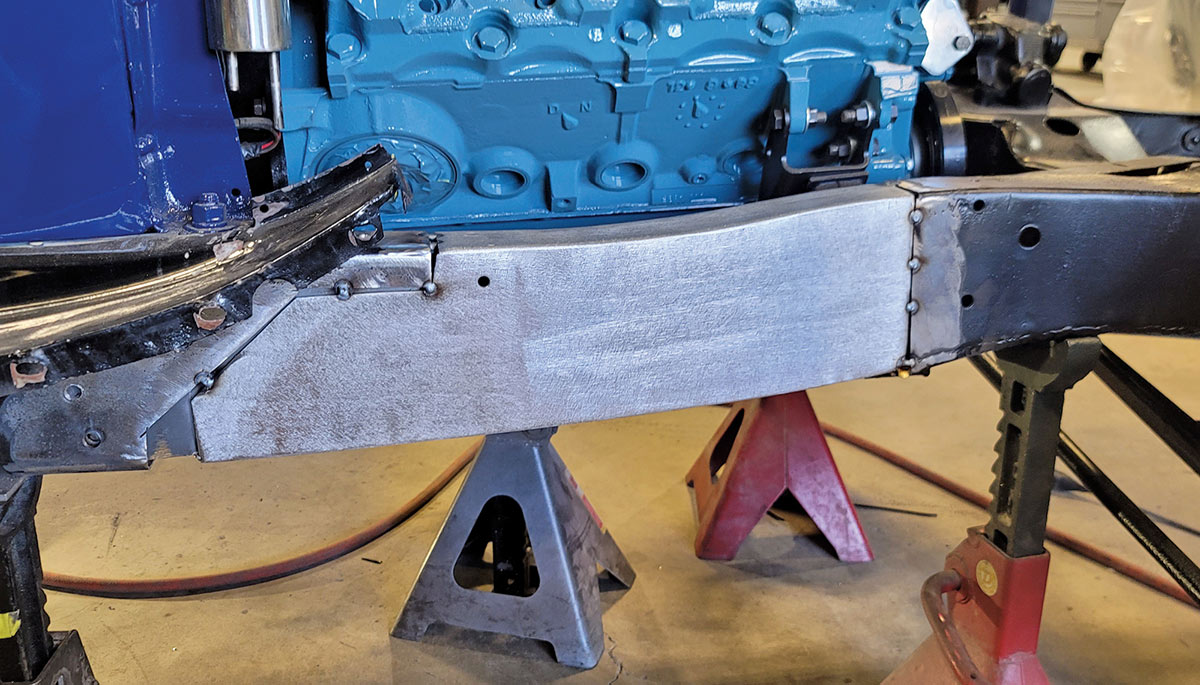
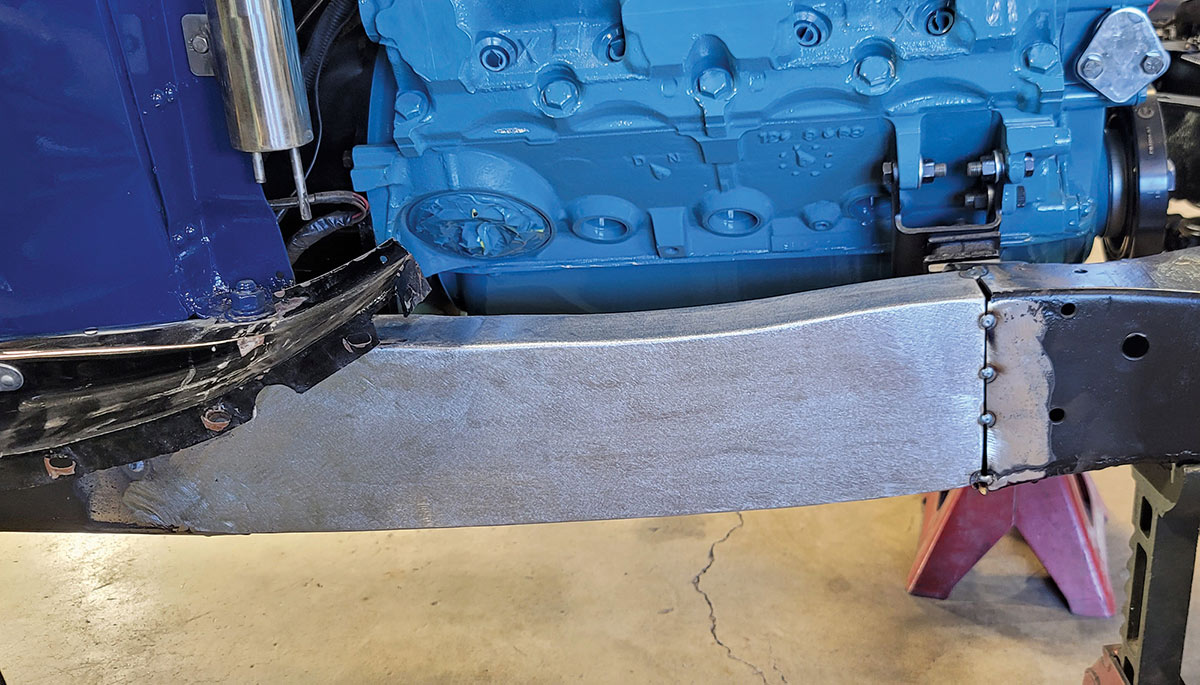
Before any rescue and repair can be done to that original chassis you must first determine if the chassis is in fact repairable. Extensive rust, damage from a prior collision, or excessive cutting from previous modifications may make the frame beyond repair. The team at Hot Rod Specialties determined the frame under Terry Thompson’s ’34 Chrysler was in overall good condition except for the passenger side lower framerail. A section of that ’rail had received rust repair some time in this old car’s storied past. While the repair appeared to be structurally sound it was not up to contemporary standards.
Since the car was in the shop for a Fatman Fabrications front clip (more on that in a future issue), this was the perfect time for a proper framerail repair. This is a task well within the reach of many homebuilders who possess a reasonable amount of skill and know-how, including structural fabricating and welding skills. This is no place for “pretty good” welding, it must be professional-grade welding that includes internal fishplates for structural framerail repair. With that in mind, let’s follow along as the team at Hot Rod Specialties show us how the pros go about properly repairing a damaged framerail.