Modern Rodding TECH
InTheGarageMedia.com

 Photography by Jason Scudellari
Photography by Jason Scudellarihere are often some adjustments needed when cramming modern powerplants into early cars. In this article we will follow Jason Scudellari at the In The Garage Media Tech Center as he modifies the firewall, toeboard, and floor of his Brookville ’29 Ford roadster body (sitting atop a Speedway Motors chassis) to accommodate a small-block Chevy engine and a TREMEC TKX five-speed.
The back of most V-8 engines is knobby and convoluted, so it often makes sense to take an incremental approach, nibbling away at the firewall, toeboard, and floor until sufficient clearance is created. It’s usually a good idea to position the engine as far back as practical. This gets more of the weight transferred to the rear, and on early cars, extra room is often needed between the engine and the radiator so a proper fan can be fitted.
It’s worth mentioning that if you mount the engine back a lot, it does put more weight on the rear wheels, but it will reduce the foot room for the driver and passenger and make underhood engine access more challenging. Usually, finding a reasonable compromise is the best approach.
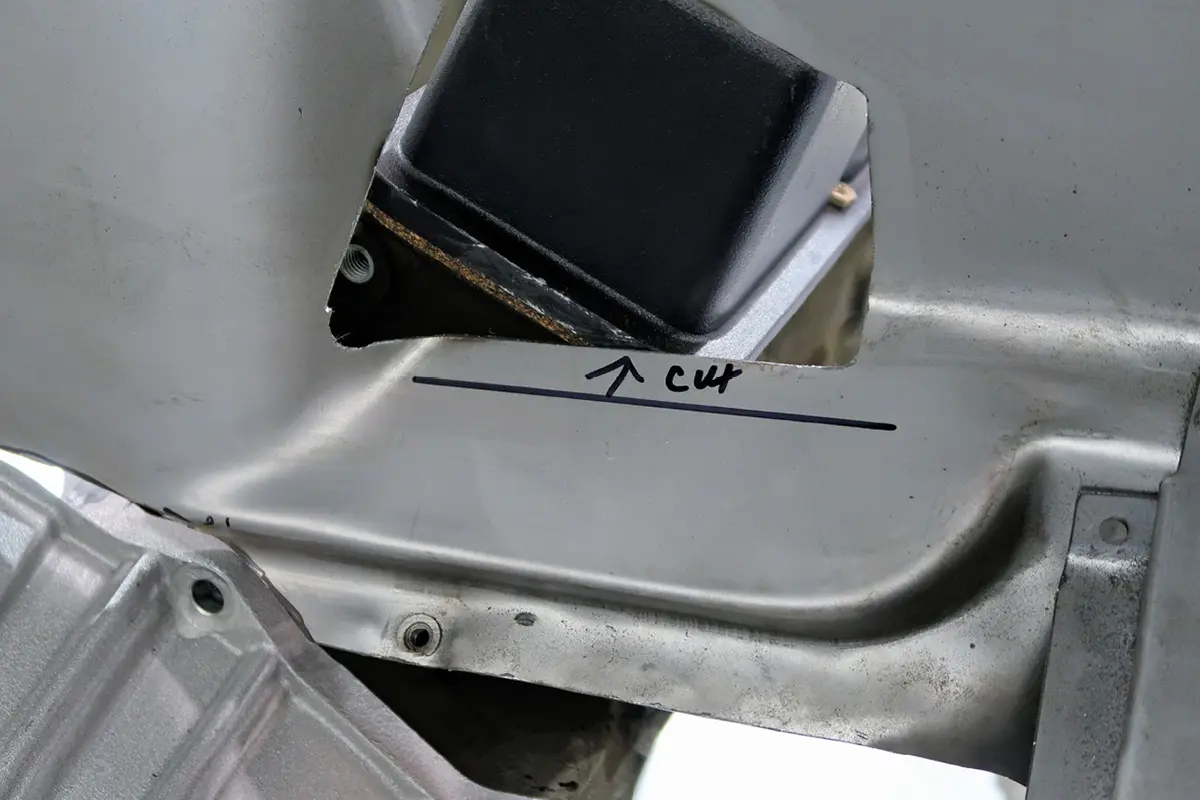
Scudellari had to haul the engine in and out of the chassis several times to get a good fit, and at one stage he removed the bellhousing and cut down the top mounting tab. That allowed the front edge of the bellhousing to be traced against the firewall for one of the first trimming operations. The best results come from going slowly and surely at this stage. You can always fill in any areas that were inadvertently cut oversize, but it’s best if you can get it right the first time.
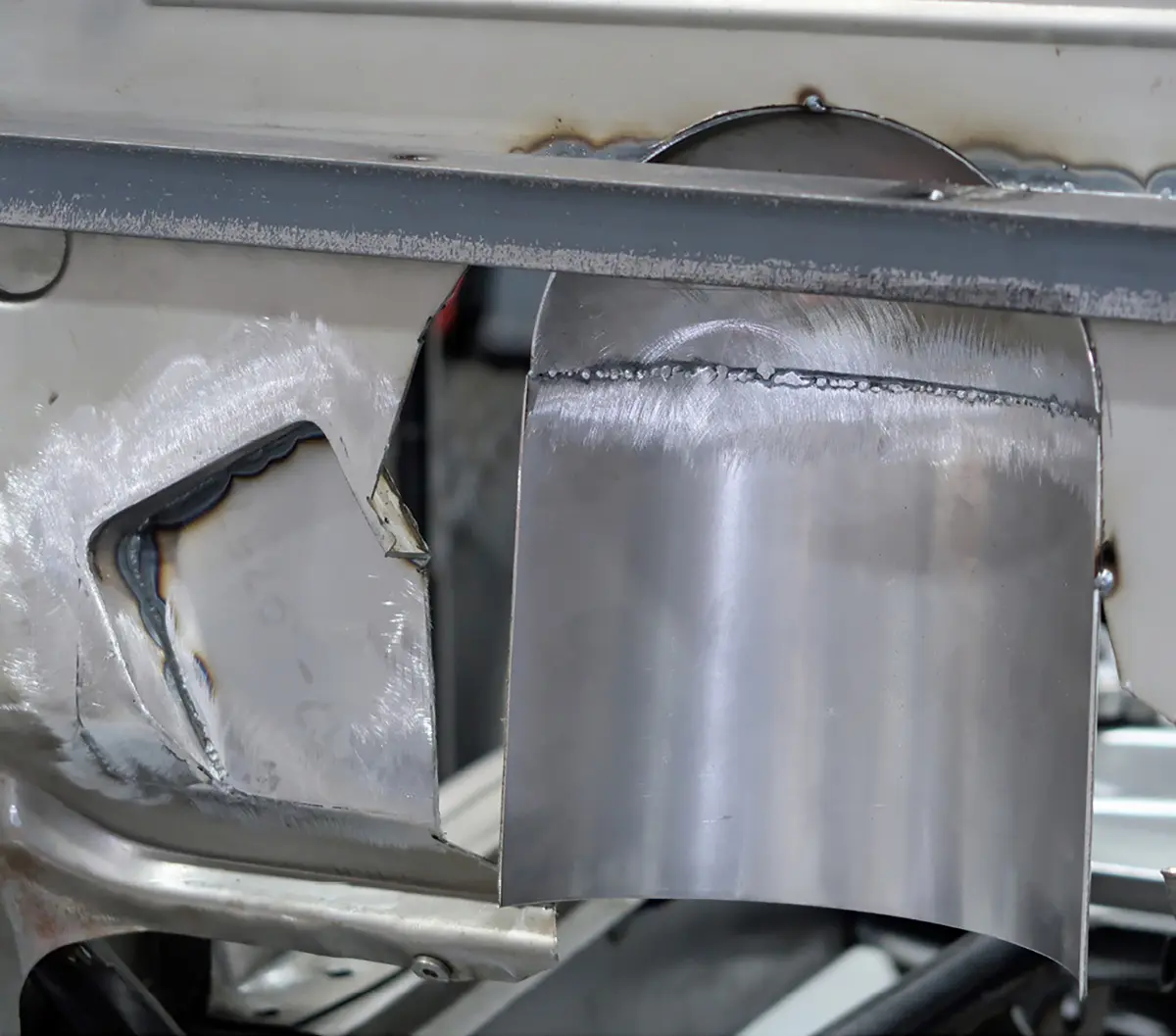
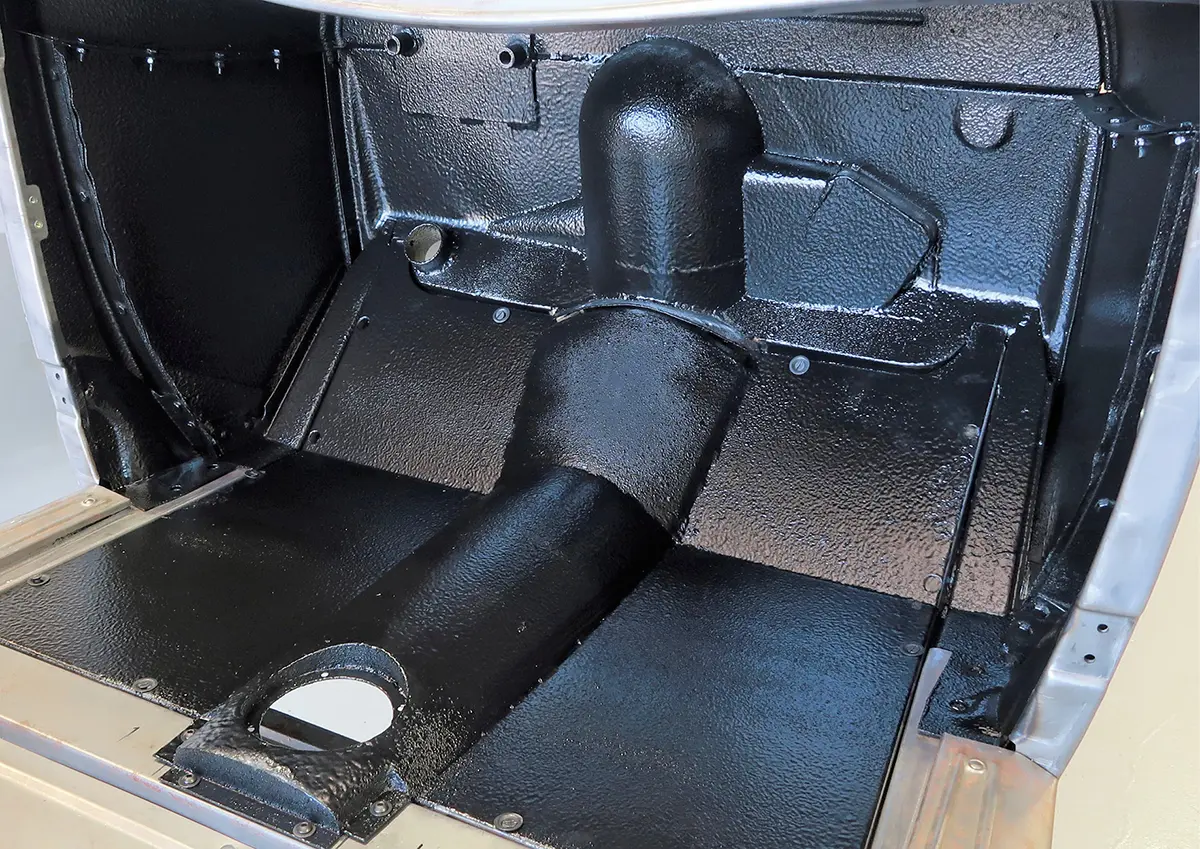
After cutting away enough of the firewall and toeboard the engine could be brought back to its final position and the task of filling the open areas could begin. Most of this is done by making a pattern from chipboard, transferring it to sheetmetal, cutting and shaping the metal, and welding the pieces into place. Scudellari found a steel sphere at Industrial Metal Supply, and he was able to cut a section from it to make a beautifully contoured recess for the distributor.
Every project will have its own unique elements, but the general procedure shown here should work for many cars.

























 SOURCES
SOURCESVOLUME 4 • ISSUE 38 • 2023